La fabrication de boîtiers métalliques d'affichage circulaire est une symphonie d'usinage de précision et de science des matériaux. Il commence par l'estampage pour façonner le prototype, s'appuie sur l'usinage de précision CNC pour définir chaque détail, et transforme enfin le métal froid en une œuvre d'art industrielle qui combine une structure robuste, une protection fiable et une esthétique ultime grâce à une technologie avancée de traitement de surface et d'étanchéité.
- Processus de formation de noyau: intégration de l'estampage et de l'usinage de précision CNC
En raison de sa structure circulaire unique, le corps principal abandonne généralement le processus d'extrusion utilisé pour les écrans rectangulaires, employant plutôt une combinaison d'estampage de précision haute résistance et de centres d'usinage CNC multi-axes.
Dessin profond: D'abord, les moules de dessin profond étirent des feuilles d'aluminium ou d'acier inoxydable sous une pression immense pour former des formes préliminaires en forme de bol ou de couvercle. Cela nécessite des matériaux à ductilité exceptionnelle (tels que les alliages d'aluminium de la série 5 ou de la série 6).
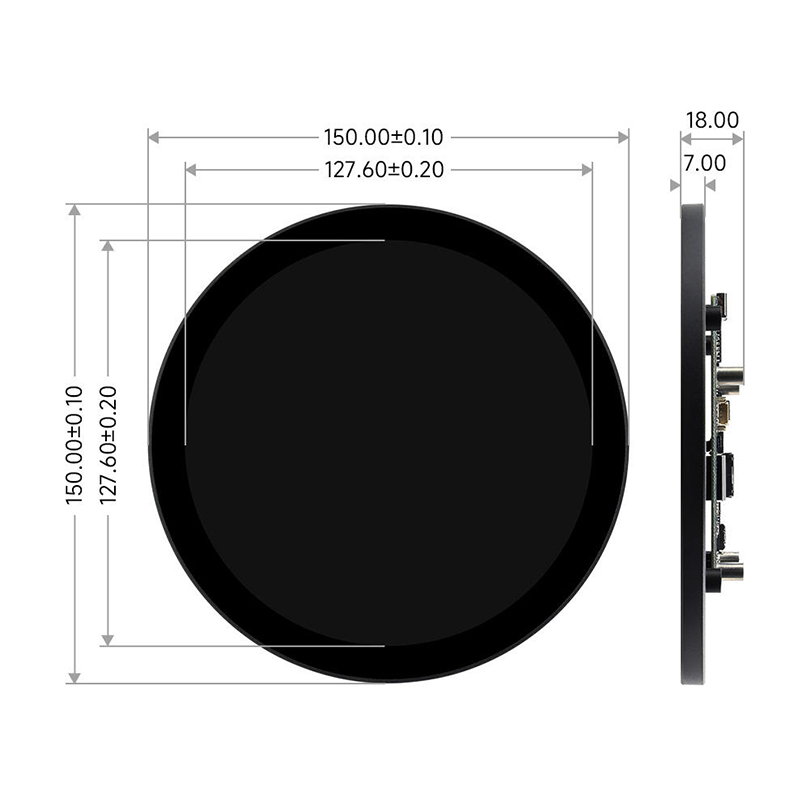
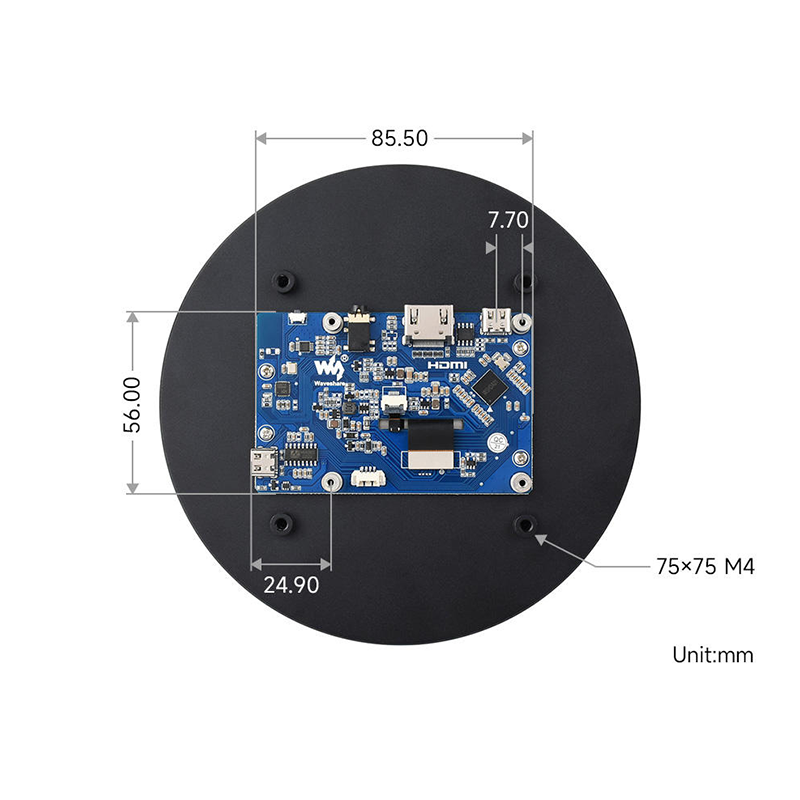
Usinage de précision CNC: Les ébauches estampées sont fixées sur des machines CNC de haute précision pour une série d'opérations de finition, y compris le tournage, le fraisage et le forage. C'est l'étape critique pour obtenir la forme finale: usinage d'épaisseurs de paroi ultra-minces, création d'étapes de précision pour le montage de l'affichage et du couvercle avant, fraisage des nervures de renforcement internes et des piliers à vis, et forage de tous les trous de micro-interface et des orifices de dissipation de chaleur. Tout le processus assure des tolérances de rondeur au niveau du millimètre et une continuité de surface impeccable.
- Processus de renforcement structurel et d’assemblage :
Les structures de coque circulaire pure nécessitent un renforcement supplémentaire de résistance. Une approche commune consiste à concevoir et fraiser des réseaux de nervures concentriques ou radiales à l'intérieur de la coque. Cela améliore considérablement la résistance à la distorsion et aux chocs sans ajouter d'épaisseur notable. Pour les grands écrans circulaires, la coque peut adopter une conception divisée avec une lunette avant et un boîtier arrière, reliés via des supports d'angle ou des pinces en alliage de zinc sous pression haute résistance pour assurer la rigidité globale.
- Processus de finition de surface: esthétique de surface courbe uniforme
Pour une esthétique parfaite à 360°, la finition des surfaces exige une précision exceptionnelle.
Coupe de diamant haute brillance: Pendant la finition CNC, les outils de diamant effectuent une fraisage à grande vitesse sur les bords extérieurs pour créer des chanfreins haute brillance semblables à un miroir (motifs CD), formant un contraste visuel frappant avec les surfaces mates.
Surface courbe sablage & Anodization: C'est la combinaison la plus classique. L'ensemble de la coquille subit un sablage de précision pour obtenir une base mat-satin uniformement cohérente. Il est ensuite soumis à une anodisation dure. Grâce à des dispositifs spécialisés et à des formulations électrolytiques, le film d'oxyde se développe uniformement même sur des surfaces courbes complexes, assurant une coloration stable. Cela donne des finitions de qualité supérieure comme le gris deep space et le noir mat, couplées à une résistance exceptionnelle à l'usure et à la corrosion.