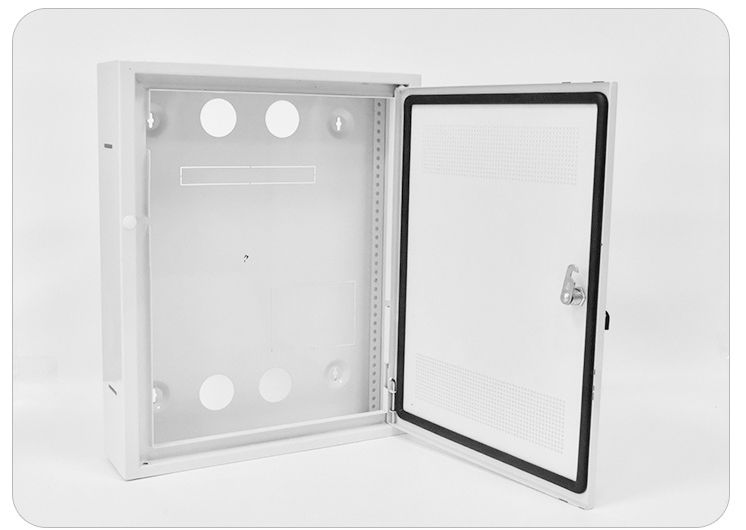
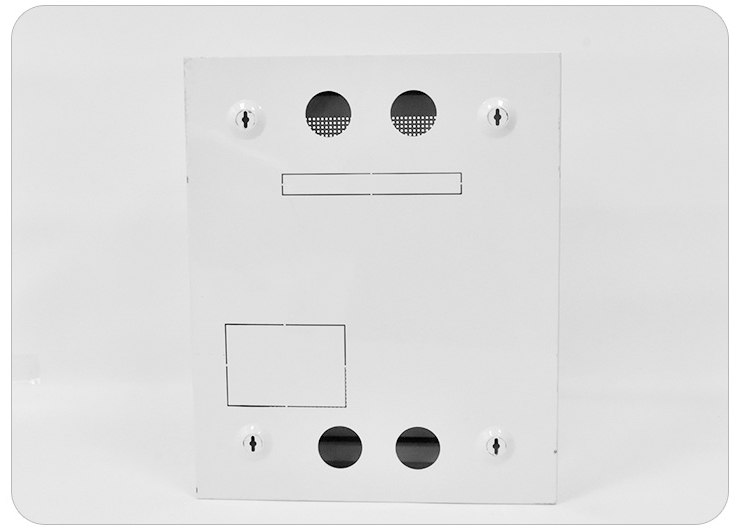
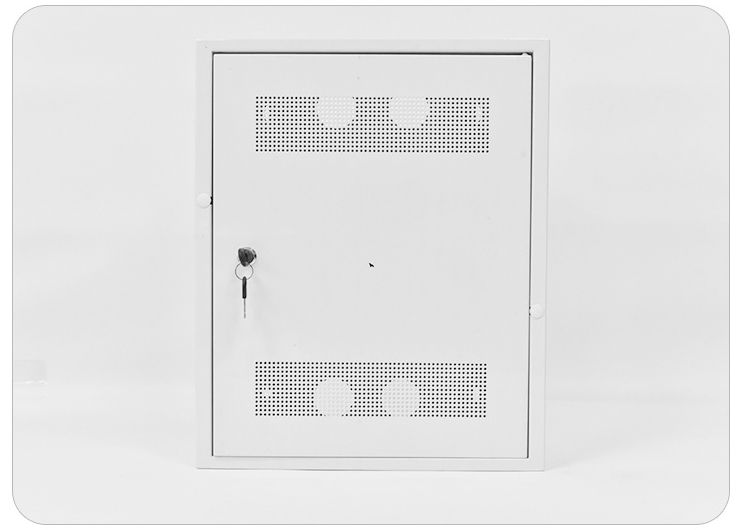
Custom Indoor & Outdoor Electrical Cabinet, Waterproof & Dustproof Junction Box, Custom Laser Cutting, Punching & Chassis Enclosure Fabrication
We are a full-process precision sheet metal manufacturer specializing in tailor-made indoor & outdoor electrical cabinets, waterproof dustproof junction boxes and metal chassis housings with laser cutting and punching processing. We have overcome widespread industry troubles: thin plate bending springback deformation, inconsistent hole position precision in mass punching, poor sealing matching leading to water/dust ingress, welding thermal distortion and uneven coating defects on cabinet surfaces. Equipped with automatic laser cutting, CNC punching, CNC bending, precision welding and complete surface treatment workshops, we strictly control dimensional tolerance and IP sealing performance. We provide one-stop OEM & ODM customization for electrical distributors, automation system suppliers, engineering contractors and equipment manufacturers worldwide, delivering stable mass production, tight lead time and cost-optimized structural solutions.