Le processus de boîtier métallique pour les écrans à barres est la pierre angulaire permettant leur facteur de forme ultra-mince, une protection exceptionnelle et une dissipation de chaleur efficace - un art industriel de précision qui équilibre avec maîtrise la rigidité et la flexibilité.
- Processus de formation de noyau: extrusion de précision et usinage CNC
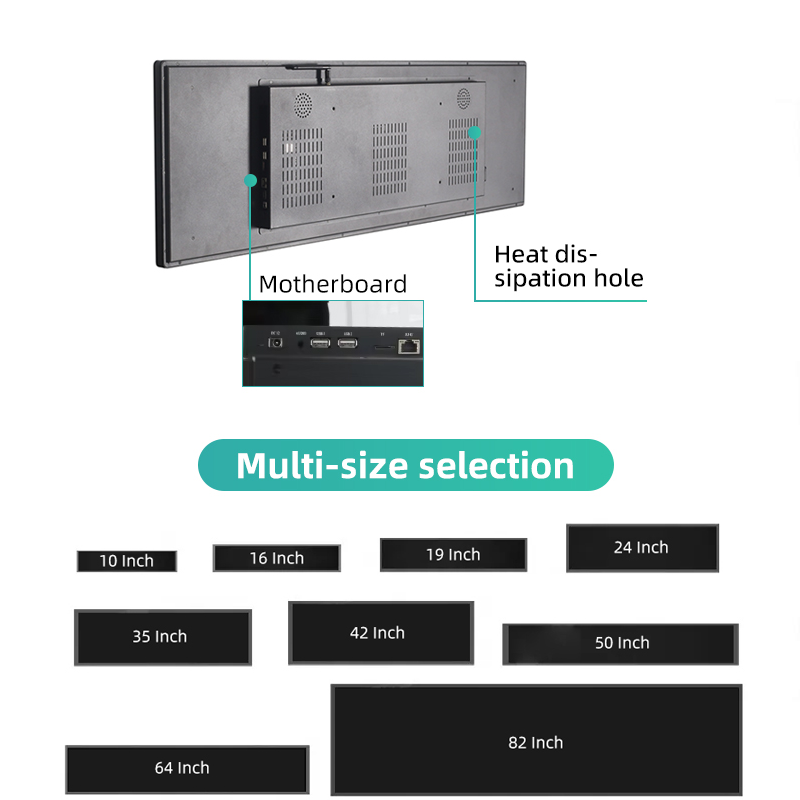
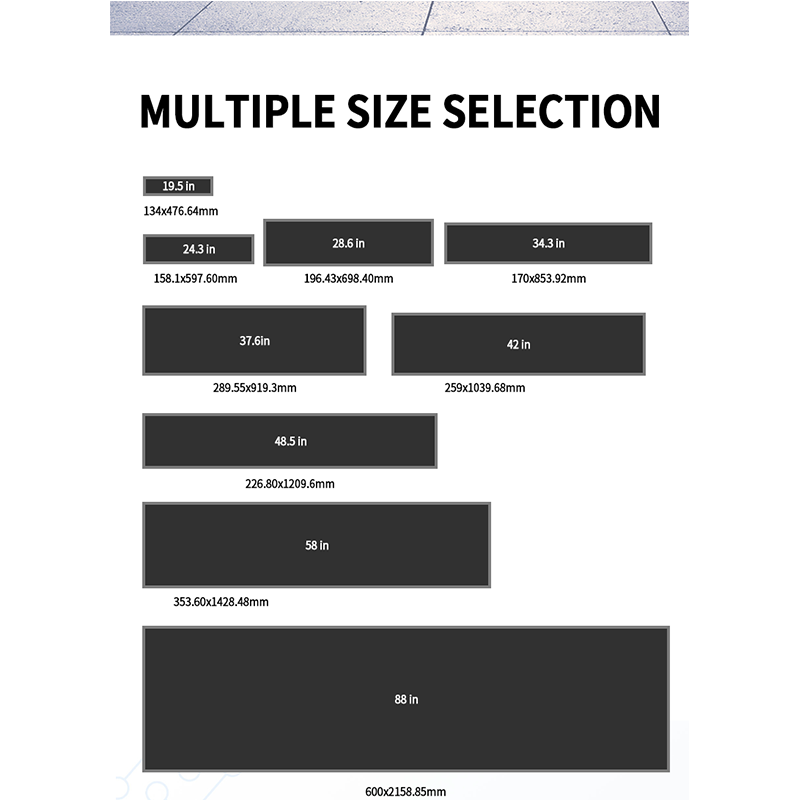
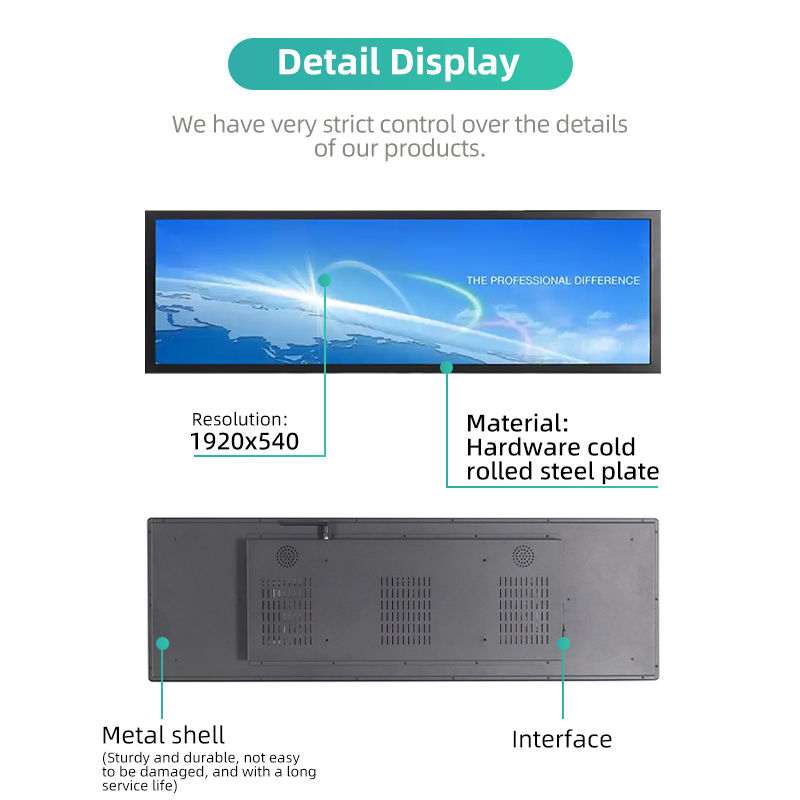
Le corps principal du boîtier utilise généralement un alliage d'aluminium de qualité aérospatiale 6063 ou 6061, formé par extrusion à chaud. Les tiges d'aluminium chauffées sont forcées à travers des matrices de sections spécifiques sous une pression immense, formant de longues extrusions avec des structures internes complexes en une seule opération. Ce processus produit efficacement des structures intégrées comportant des nervures de renforcement, des ailettes de dissipation de chaleur et des canaux de câblage interne, obtenant un poids minimum tout en assurant une résistance ultime. Après avoir coupé les profils extrudés à la longueur, toutes les interfaces, ouvertures et points d'assemblage subissent le fraisage, le perçage et le poignage via des machines CNC de haute précision. Cela garantit une précision d'usinage au niveau du millimètre et un assemblage sans couture.
- Traitement de surface : l'art de l'anodisation
Pour améliorer la résistance aux intempéries, l'esthétique et la sensation tactile, la plupart des boîtiers en aluminium subissent un traitement de surface anodisé. Ce processus électrochimique crée une couche dense et dure d'oxyde sur la surface de l'aluminium. Cette couche :
Extrêmement résistant à l'usure: Attient une dureté de surface supérieure à 8 sur l'échelle de Mohs, résistant efficacement aux rayures.
Résistance à la corrosion et aux UV: résiste à des conditions extérieures difficiles telles que l'exposition au soleil, la pluie et le spray de sel sans se décolorer ou creier.
Couleur et esthétique : les procédés de coloration électrolytique confèrent de manière fiable des finitions classiques comme le noir mat, le gris spatial ou l'or champagne. Ces teintes sont distribuées de manière uniforme et intégrées en permanence dans la couche d'oxyde, ce qui garantit qu'elles ne s'éclatent jamais.
- Procédé d'étanchéité et de protection: assurance de la qualification IP
L'obtention d'une protection IP65 ou supérieure nécessite des techniques d'assemblage critiques. Les lunettes ultra étroites entre les boîtiers s'intègrent avec des joints en silicone et des joints étanches, sécurisés par des supports d'angle en aluminium sous pression haute résistance et des vis en acier inoxydable pour un étanchéité complet. La jonction entre le verre avant et le boîtier utilise soit des bords en silicone flexible noir, soit un joint adhésif. Cette approche permet d'absorber les chocs tout en bloquant complètement l'entrée de l'eau de pluie et de la poussière.