Nullam dignissim、前scelerisqueはeuismod発酵タンク セペルはフェイウギート・ウナ・エジェット・エロスだ。デュイス・エニアン不可抗力の危険。
Nullam dignissim、前scelerisqueはeuismod発酵タンク セペルはフェイウギート・ウナ・エジェット・エロスだ。デュイス・エニアン不可抗力の危険。

現代の技術は、病院の販売所から電気自動車の充電ステーションまで、頑丈な筐体に依存している。ハウジングは内部部品の品質と一致する必要があります。弱い構造では、今日お客様が拒否したデバイスの故障、部品の破損、外観の不良につながる可能性があります。金属板の湾曲は、これらの堅牢で正確で美しい箱を製造する中心である。それぞれの曲がり方が同じというわけではありません。安定した実力と完璧なハードウェアマッチングを必要とする企業にとって、「空気の湾曲」と「底部の湾曲」の間で選択することは非常に重要です。それは正確性、価格、製品の市場進出速度に影響します。
板金加工では、切断、曲げ、接続などのステップで平板を3 D形状に変更します。曲がった部分は最終的な形状を形成します。曲がったり折れたりすることなく、正確な形状を得るためには、圧力と角度を慎重に制御する必要があります。この精度は、次の項目に必要です。 病院セルフサービスボックスの壁 IP 65セルフターミナル統合シャーシ。これらは、プリンター、スクリーン、カードリーダーなどの精密な部品を隙間なく収納できるようにしなければならない。
三駿金物は、表示、教育、医療、電力、家庭、新エネルギーなどの要求の厳しい分野のために部品や筐体を製造することに集中している。同社は2010年に設立された。AMADAデジタル制御ベンドマシンや光ファイバレーザ切断機など、近代的なツールを備えた5000平方メートルの工場を運営しています。これは、高品質の板金製品に集中していることを示しています。私たちのスキルは正しい曲げ方を選ぶことから来ています。これにより、各カスタム部品が計画と完全に一致し、納品速度が向上し、供給ラインが改善されます。
空気の湾曲と底部の湾曲を比較する前に、曲げ機における金属板の湾曲の基本的な方法を把握する。
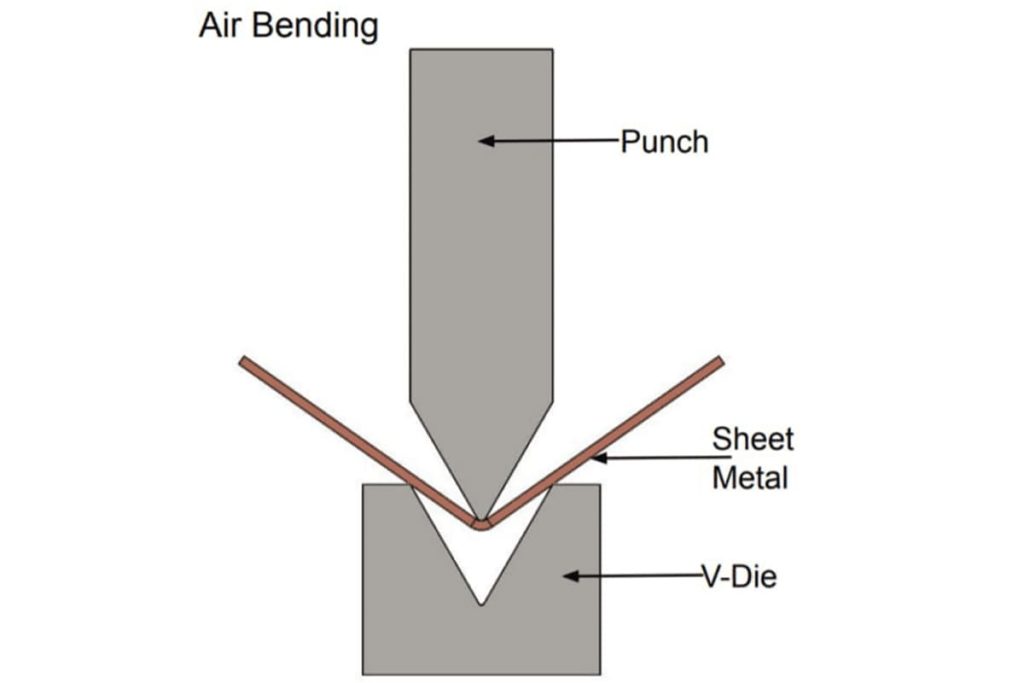
労働者は主にベンドマシンを使用してベンドします。上にパンチがあり、下に金型があり、通常はV字型です。V字状の開口部に用紙が寄りかかる。パンチは下に移動し、金属を押し込んで角度を形成します。 さんじゅうきんぞく AMADA NCベンドマシンが3つあります。これらにより、先進製品の角度を厳格に制御することができます。
どの方法を使用しても、目的は同じです。目的の曲げ角度と半径を達成します。しかし、この一撃、s板材と金型との接触は方法を変えた。
空気の湾曲は現在一般的で適応性の高い方法であり、の板金工場です。多様性と速度の面で大きなメリットをもたらしますが、独自の問題もあります。
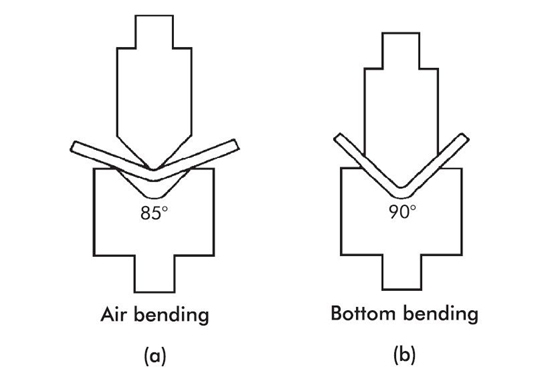
空気湾曲中、パンチは板材をV型ダイに押し込む。金属は底部に完全に接触していない。それは金型の縁に寄りかかっているだけで、下にスペースがあります。曲げ角度は、工具の形状ではなくパンチの深さに由来します。現代のデジタル制御折り曲げ機、例えば三駿金物の折り曲げ機は、この深さ制御をうまく処理している。
空気の湾曲は他の方法よりも小さな圧力を必要とします。これは、機械の電力が限られている場合の大きな部品や厚板に適しています。90度Vなどの金型のセットは、鋭く、広く、正確な角度を多く形成することができます。これにより、セットアップ時間が短縮され、より多くの選択肢が提供されます。多くの店がさまざまなカスタマイズ作業を行うために選択しています。
主な欠点は反発です。圧力が止まった後、金属は少し平らにしようとした。空気の湾曲は、この問題を解決するために過度の湾曲に依存する。板材の厚さや強度のわずかな変化は、最終的な角度を変える可能性があります。これにより、一部の作業の厳密な公差がより困難になります。
底部の湾曲は、安定した結果と緊密な嵌合を得るために大きな圧力と完全な接触を使用する堅固なインプリントと関係することがあります。
ここでパンチは、すべての側面に接触するまで板材を金型に強く押し込みます。これらのツールは、必要な角度に非常にマッチしています。完全に鋳造する場合、巨大な力は金属を少し薄くし、ほとんど完全に反発を阻止します。通常の底部ベンドは、ツールの角度をロックするために強い圧力をかけます。
底部のベンドはより精度が高く、結果は毎回同じです。金属は工具の形状に合わせなければならない。材料の違いが小さくても、角度は安定しています。店舗では、小規模なカスタマイズ品や医療機器など、非常に緊密な連携が必要な部品に使用されています。
それはより多くの機械の電力を必要とします。通常は空気の湾曲の3 ~ 5倍です。異なる角度や厚さには通常、特殊なツールが必要です。これにより、起動コストと切り替え時間が増加します。
三駿金属のように科学技術分野に重要な金属フレームワークを提供する会社にとって、この2つの方法を使用することは異なる需要を満たすのに役立ちます。我々はGB/T 19001-2008(idt ISO 9001:2008)品質基準に従う。
三駿金属はそのAMADA数値制御ベンドマシンを用いて精密制御を行った。空気屈曲服の単回運転はそれぞれ異なる。底部曲げは、安定した角度を必要とする大量生産に適している。曲げから穴までの公差を/-0.4 mmと/-0.2 mmに維持します。
これ 屋外用カスタムデジタルサイネージ筐体IP 65 悪天候に直面する。IP 65防水防塵レベルを達成するためには、エルボーは緊密なシールを形成しなければならない。良好な曲げ切断隙間から安定した角度を得て、水分を防止する。通常、アルミフレームはホットスポットでの放熱に役立ちます。三駿金属は世界市場のためにシャーシをカスタマイズし、正確な曲げによって劣悪な環境下の冷却問題を解決する。

エアベンドまたはボトムベンドの選択は、部品の詳細と運転寸法によって異なります。
プロトタイプまたは小ストロークの奇数角度は、通常、空気の湾曲に適しています。変化が速く、コストが低い。私たちのチームは反発数学を担当しています。ベンド管からの最高精度/-0.1 mmでは、より多くの電力が必要であっても、底部のベンドはよりよく動作します。三駿金属はステンレスからアルミニウムと冷間圧延鋼までの材料を処理し、全方位の検査を経た。
問題を早期に発見するために図面審査を行います。キーポイントで異なる形状と底部の空気曲げを使用すると、高品質を維持しながらコスト削減と作業速度の向上に役立ちます。
曲げた金属板は簡単に見えるが、今日は成功した。複雑なプロジェクト。インテリジェントセルフサービスキャビネットのシャーシから、新しいエネルギー部品やビジーなディスプレイユニットまで、空気と底部のベンドバランスの間で選択する必要があります。熟練した従業員とAMADAデジタル制御ベンドマシンにより、三駿金属は合理的な価格で信頼性の高い品質を提供します。各セクションには、製品の迅速な市場参入を支援するための力と適合性があります。
A:三駿金物はAMADAデジタル制御折り曲げ機のような先進的なデジタル制御折り曲げ機を採用する。特定の外殻の材料、公差要求と設計複雑性に基づいて、最適な技術を選択する(空力折り曲げは多機能性或いは底部折り曲げを実現して高精度を実現する)。
A:冷間圧延鋼、電解鋼、亜鉛めっき鋼、ステンレス鋼、アルミニウムを含む各種材料を使用し、耐食性や強度などの応用要求に応じてカスタマイズする。
A:精密な曲げは角度と直線辺の最小変化を確保し、これは緊密に嵌合した継手と信頼性のあるシール面の作成に重要であり、これは劣悪な屋外環境においてIP 65防水防塵レベルを維持するために必要である。
A:成形と曲げの典型的な曲げ公差は/-0.4 mmで、穴や特徴に曲げた正確な位置決め公差は/-0.2 mmである。










コメント