プロジェクトの背景
携帯型高忠実音響機器の需要の増加に伴い、ある専門音響メーカーは2026年のカスタマイズプロジェクトを開始し、三俊金物に新しいUSBアンプボックスシリーズのために3000セットの亜鉛めっき板筐体の生産を委託した。これらのハウジングは内部増幅器モジュール、USBインタフェース、回路基板のコア保護構造であり、耐食性、構造剛性、正確なインタフェース整列とコスト効果の間で完璧なバランスを達成する必要がある。コアの要求は寸法公差≦±0.04 mm、亜鉛めっき層の厚さ8 ~ 10μm、良好な放熱性能、USBとオーディオインタフェースとシームレスに協力し、ロット組立と互換性がある。本プロジェクトは三俊の亜鉛めっき板加工技術とカスタムセット能力に対して具体的な要求を提出した。

コア板金製造プロセス
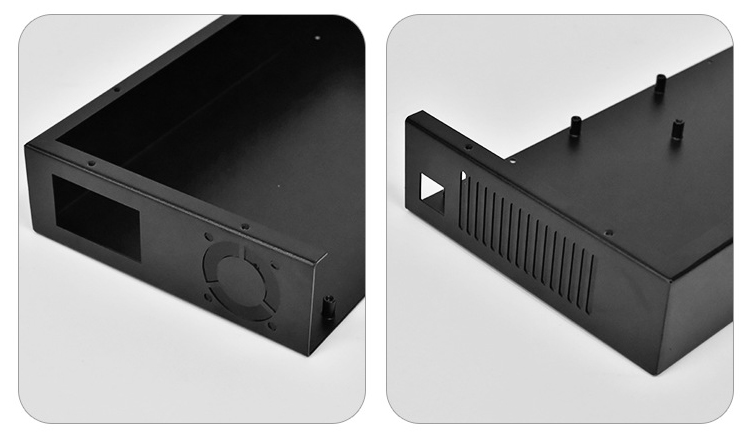
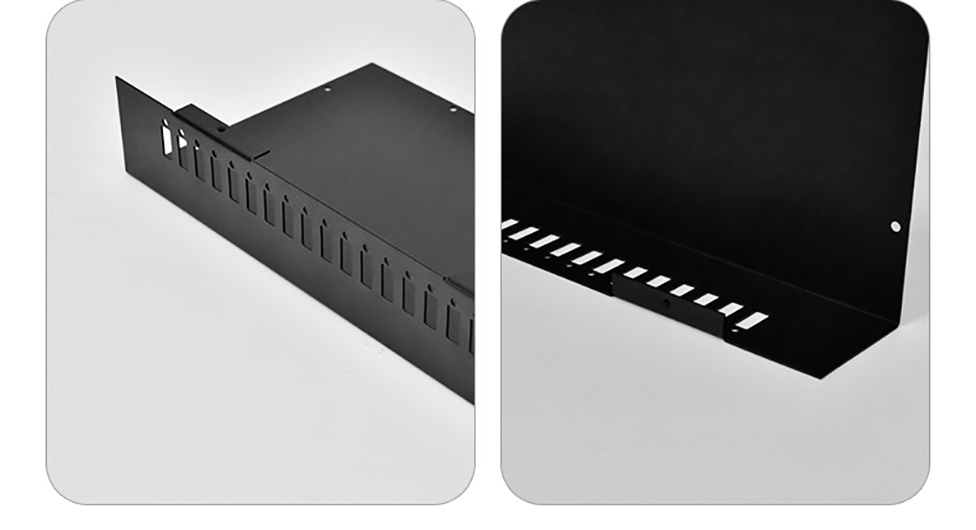
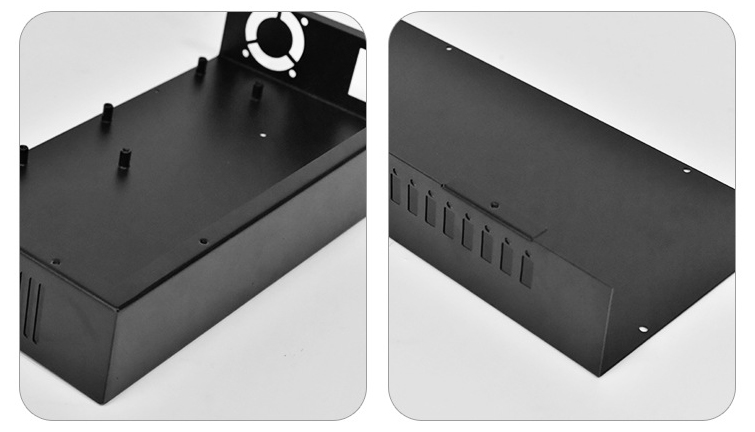
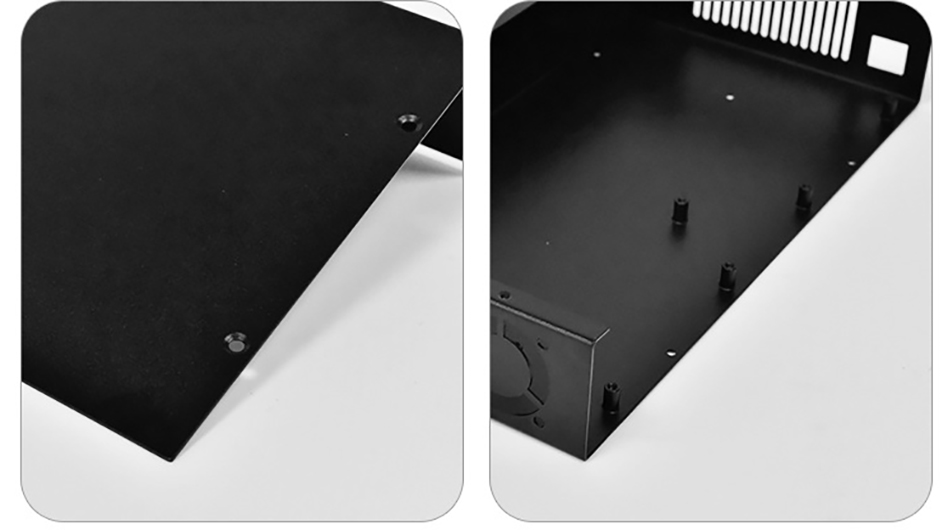
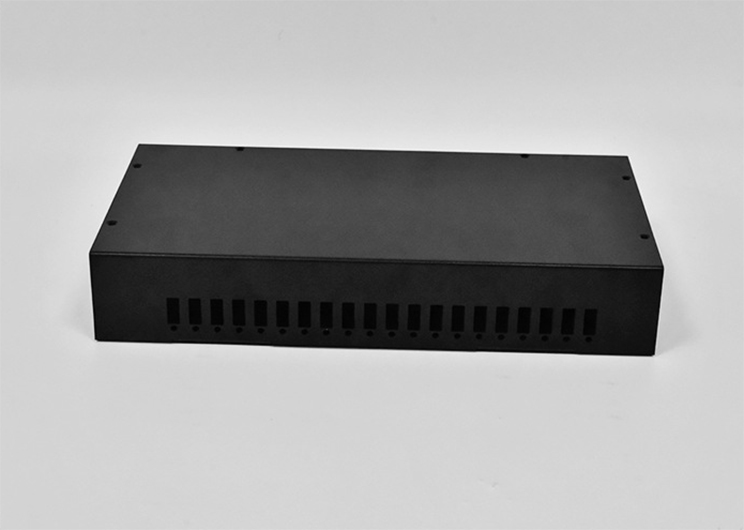
三俊金物製のUSB電源ボックスシャーシのコア部品には、シャーシ本体(電源モジュールと回路基板を収納)、フロントパネル(USBとオーディオインタフェースを予約)、リア放熱パネルが含まれています。生産過程はISO 9001品質管理システムと亜鉛めっき板加工標準に厳格に従い、各製品の安定性と一致性を確保し、同時に亜鉛めっき材料の優位性を際立たせる。
1.材料選択と、前処理
メインシャーシと、パネル:1.0 mm熱浸漬亜鉛めっき鋼板を選択し、優れた耐食性、高い構造剛性とコスト効果を有し、日常使用中に酸化と錆を有効に防止でき、異なる使用環境に適応できる、前処理:亜鉛めっき板は対象性のある前処理技術を採用する――まず、自動超音波脱脂を用いて表面の油汚れと汚染物を除去し、その後酸洗いと不動態化を行い、表面酸化物を除去し、亜鉛めっき層の付着力を強化する。加工中に特殊な傷防止保護措置を採用し、亜鉛めっき層の損傷を避け、最終製品の耐食性を確保した。

2.コア製造プロセス
精密レーザー切断:8000 W光ファイバレーザー切断機を採用し、切断公差は±0.02 mm以内に制御し、亜鉛めっき板をシャーシ本体とパネルの設計形状に正確に切断する。窒素ガス補助ガスを採用し、切断表面の酸化と亜鉛めっき層の損傷を避け、金属板の平坦度を保証し、後続の曲げと成形に便利である、数値制御ベンドマシン、成形:カスタムスクラッチ防止治具を備えた10軸NCベンドマシンを使用してシャーシの曲げと成形を完成する。スプリングバックは≦0.03 mm以内に厳格に制御され、エッジラウンド処理を行い、鋭いエッジが現れないようにし、組み立てと使用の安全を確保する。内部アセンブリの嵌合を確保するために、シャーシの曲げ角度に特に注意する。インタフェースの位置付けと;加工:前面パネルのUSBとオーディオインタフェース穴は精密プレス技術を用いて加工し、位置精度は±0.01 mm以内に制御し、インタフェースとシームレスに嵌合し、接触不良を避けることを確保する。穴の縁を研磨して、界面を破壊することを防止する、表面処理:板金加工後、シャーシは切断と曲げ位置で二次亜鉛めっき修復処理を行い、亜鉛めっき層の完全性を確保する。最後に、滑らかで清浄な表面を得るために静電除塵を行う、組み立てと、キャリブレーション:自動整列ツールを使用してシャーシ本体、前面パネル、背面パネルを組み立て、隙間なくシームレスに嵌合することを確保する。各製品はインタフェースコンポーネントのキャリブレーションを経て、USBとオーディオインタフェースが正しくインストールされ、正常に使用されることを保証します。
3.品質管理と、テスト
寸法精度試験:座標測定機(CMM)を用いて各ロットの製品に対してサンプリング検査を行い、寸法公差が≦±0.04 mmの要求に符合し、界面位置が正確であることを確認する、亜鉛めっき層試験:厚さ測定器を用いて亜鉛めっき層を検査し、厚さが8 ~ 10μmの間であることを確保し、48時間の塩霧試験を行い、錆や腐食がないことを検証する、放熱試験:シャーシは増幅器の動作状態で試験を行い、内部コンポーネントから発生した熱が効果的に放出され、シャーシ表面温度が設計要求に符合することを確保する、インタフェース適合テスト:各シャーシにUSBとオーディオインタフェースを取り付けて、シームレス適合と正常な信号伝送を検証する、出荷前の全面検査:外観、寸法、亜鉛めっき層の完全性と組立効果を含め、製品ごとに100%の全面検査を行い、出荷時の欠陥ゼロを確保する。
プロジェクトの課題と、三俊のソリューション
1.課題:加工中に亜鉛めっき層を保護する
亜鉛めっき板はレーザー切断、曲げ、運搬中に亜鉛めっき層のはがれ、傷、酸化が発生しやすく、シャーシの耐食性と全体的な外観に影響を与える。
解決方案:三俊は加工技術と工具を最適化した:曲げとクランプの過程で、工具と亜鉛めっき層が直接接触しないように、カスタムのスクラッチ防止治具を使用した、レーザー切断パラメータを調整し、亜鉛めっき層の溶融脱落を避けるために熱影響領域を減少させる、加工後の製品を無塵乾燥環境に置き、表面に防掻膜を貼り付ける。加工後、損傷部位に二次亜鉛めっき修復を行い、亜鉛めっき層の完全性と耐食性を確保する。
2.挑戦:USBとUSBの正確な位置合わせを確保する、オーディオインタフェース
USBアンプボックスは、シャーシの前面パネルのコネクタ穴の位置精度に高い要求があります。小さなばらつきでもコネクタと穴の間の嵌合不良を招き、製品の取り付けと使用に影響を与える。
解決方案:三俊はレーザー位置決めと精密プレス一体化技術を採用し、インタフェース孔の位置精度が±0.01 mm以内であることを確保する。量産前に、お客様のUSBとオーディオインタフェースを使用してサンプル組立テストを行い、穴の位置を調整しました。量産過程において、プレス過程においてリアルタイム位置決め検査を増加し、適時に不良製品を除去し、各シャーシのインタフェースの整列が要求に合致することを確保する。
3.課題:構造剛性と軽量化設計のバランス
USB電源ボックスはポータブルなものが多いので、軽量化が必要ですが、内部コンポーネントを外部衝撃から保護するのに十分な構造剛性が必要であり、これが亜鉛メッキボードシャーシ設計の重要なバランスポイントです。
ソリューション:三俊のエンジニアリングチームは有限要素分析(FEA)を通じてシャーシ構造を最適化し、シャーシ内に軽量補強リブを追加し、材料の厚さを増加させずに構造剛性を向上させた。高強度重量比の1.0 mm熱浸漬亜鉛めっき板を選択し、従来の設計に比べてシャーシ全体の重量を15%軽減し、同時に構造安定性を保証し、USBアンプボックスの携帯性と保護性の要求を完全に満たす。
4.課題:亜鉛めっき層と外観のロット一致性
本プロジェクトは3000セットのシャーシを必要とし、顧客は亜鉛めっき層の厚さと製品の表面外観が厳格に一致し、ロット間に明らかな差異がなく、これは量産の安定性に対して高い要求を提出した。
解決方案:三俊は自動化生産ラインを用いてレーザー切断、曲げ、亜鉛めっき修復を行い、そして統計過程制御(SPC)を導入して加工パラメータと亜鉛めっき層の厚さをリアルタイムで監視する。バッチ100件ごとに亜鉛めっき層の厚さ測定と外観検査を行い、不良製品を追跡し、再加工した。同じ亜鉛めっき板を生産に使用して、材料性能の違いを避けて、製品のロット一致性が顧客の要求に合うことを確保する。

プロジェクトの成果
納入実績:3000セットのオーダーメイド亜鉛めっき板シャーシケースを40日の締め切り日の4日前に納入し、すべての品質試験の合格率は100%で、顧客の納入と品質要求を完全に満たす、市場フィードバック:5ヶ月の市場配置を経て、三俊亜鉛めっき板シャーシを搭載したUSBアンプボックスは耐食性、構造が安定しており、インタフェースの組み合わせが完璧であることでユーザーから高く評価されている。顧客報告によると、シャーシ関連のアフターメンテナンス要求は30%減少し、製品販売台数は18%増加した。長期協力:音響メーカーと三駿金物は3年間の戦略的パートナーシップを締結し、三駿にすべてのUSBアンプボックスシリーズと新型音響設備のために板金シャーシのカスタマイズ業務を提供するよう依頼し、そして三駿専門の亜鉛めっき板の加工能力、厳格な品質制御と効率的な納品能力を協力の核心原因とした。


