Nullam dignissim, ante scelerisque the is euismod fermentum odio sem semper the is erat, a feugiat leo urna eget eros. Duis Aenean a imperdiet risus.
Nullam dignissim, ante scelerisque the is euismod fermentum odio sem semper the is erat, a feugiat leo urna eget eros. Duis Aenean a imperdiet risus.

Modern technology relies on strong outer cases, from hospital kiosks to charging stations for electric vehicles. The shell must match the quality of the inside parts. A weak structure can cause equipment failure, part damage, or poor appearance that customers reject today. Sheet metal bending sits at the center of building these tough, exact, and good-looking cases. Not every bending way works the same. For companies that need steady strength and perfect hardware fit, picking between “Air Bending” and “Bottom Bending” matters a lot. It affects accuracy, price, and how fast the product reaches the market.
Sheet metal work turns flat sheets into 3D shapes through steps like cutting, bending, and joining. The bending part creates the final form. It needs careful control of pressure and angle to get the right shape without warping or breaks. This accuracy is required for items like the Hospital Self-Service Kiosk Enclosure and IP65 Self-service Terminal Integrated Machine Shells. Those must hold delicate parts such as printers, screens, and card readers without gaps.
San Jun Hardware focuses on making parts and cases for demanding fields like display, education, medical, power, home, and new energy uses. The company started in 2010. It runs a 5,000 square meter plant with modern tools, including AMADA CNC press brakes and fiber laser cutters. This shows its focus on top-quality sheet metal items. Our skill comes from choosing the right bending method. That way, each custom part matches your plans exactly, speeds up delivery, and improves the supply line.
Before comparing air and bottom bending, grasp the basic way sheet metal bends on a press brake.
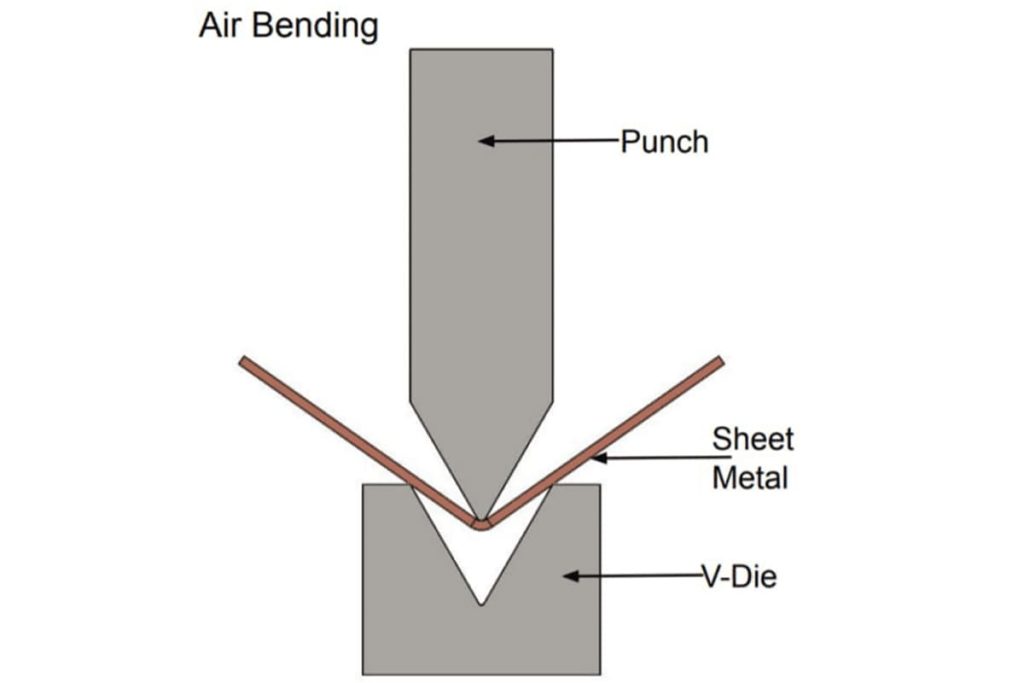
Workers mainly use a press brake for bending. It has a punch on top and a die below, often a V-shape. The sheet rests on the V opening. The punch moves down to push the metal in and form the angle. San Jun Hardware has three AMADA CNC press brakes. These allow tight control of angles for advanced products.
No matter the method, the aim stays the same: hit the needed bend angle and radius. Yet the punch’s contact with the sheet and die changes the approach.
Air bending stands as the usual and adaptable way in today’s sheet metal shops. It brings big benefits in variety and speed, but it has its own issues.
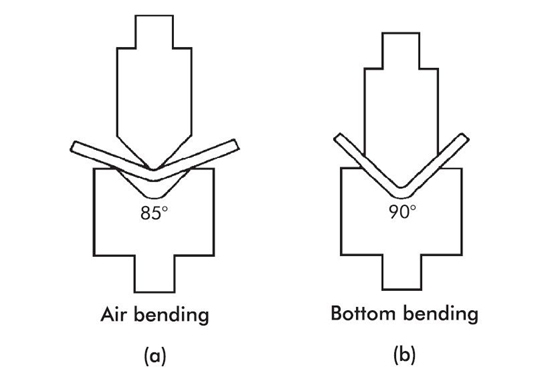
In air bending, the punch forces the sheet into the V-die. The metal does not touch the bottom sides fully. It rests on the die edges only, with space below. The bend angle comes from how deep the punch goes, not the tool shape. Modern CNC press brakes, like those at San Jun Hardware, handle this depth control well.
Air bending needs less pressure than other ways. This suits big parts or thick sheets when machine power is limited. One set of dies, say a 90-degree V, can make many angles—sharp, wide, or right. That cuts setup time and gives more choices. Many shops pick it for varied custom work.
The main drawback is springback. The metal tries to flatten a bit after pressure stops. Air bending depends on over-bending to fix this. Small changes in sheet thickness or strength can shift the final angle. That makes tight tolerances harder on some jobs.
Bottom bending, sometimes linked to coining in its strong form, uses heavy pressure and full contact for steady results and close fits.
Here, the punch pushes the sheet hard into the die until it touches all sides. The tools match the wanted angle closely. In full coining, a huge force thins the metal slightly and stops springback almost completely. Regular bottom bending applies strong pressure to lock the angle to the tools.
Bottom bending gives better exactness and the same results each time. The metal must follow the tool shape. Angles stay steady even with small material differences. Shops use it for parts needing very close fits, like small custom items or medical equipment.
It calls for much more machine power—often three to five times air bending. Different angles or thicknesses usually need special tools. That raises startup costs and switch times.
For a company like San Jun Hardware that supplies key metal frames to tech fields, using both ways helps meet varied needs. We follow GB/T19001-2008 (idt ISO9001:2008) quality rules.
San Jun Hardware uses its AMADA CNC press brakes for exact control. Air bending suits varied single runs. Bottom bending fits large batches needing steady angles. We hold tolerances like +/- 0.4 mm overall and +/- 0.2 mm from bend to hole.
The Outdoor Custom Digital Signage Shell IP65 faces tough weather. To hit the IP65 rating against water and dust, bends must form tight seals. Steady angles from good bending cut gaps for moisture. Often, aluminum frames help heat escape in hot spots. San Jun Hardware makes custom cases for world markets, fixing issues like cooling in harsh places through accurate bends.

Picking air or bottom bending depends on part details and run size.
Prototypes or odd angles with small runs often fit air bending’s quick changes and lower cost. Our team handles the springback math. For top accuracy like +/- 0.1 mm away from bends, bottom bending works better, even with more power needed. San Jun Hardware handles materials from stainless steel to aluminum and cold-rolled steel, through full steps to checks.
We give drawing reviews to spot issues early. Using air bending for varied shapes and bottoms for key spots helps cut costs and speed jobs while keeping quality high.
Bending sheet metal looks basic, but it drives success in today’s complex items. From cases for Intelligent Self-service Cabinets to new energy parts or busy display units, the pick between air and bottom bending balances needs. With skilled staff and AMADA CNC press brakes, San Jun Hardware delivers reliable quality at fair prices. Every part gains the strength and fit to help products hit markets fast.
A: San Jun Hardware employs advanced CNC press brakes, such as AMADA CNC press brakes, and selects the optimal technique (either air bending for versatility or bottom bending for high precision) based on the material, tolerance requirements, and design complexity of the specific enclosure.
A: We work with a variety of materials, including cold-rolled steel, electrolytic steel, galvanized steel, stainless steel, and aluminum, tailored to application requirements like corrosion resistance or strength.
A: Precision bending ensures minimal variation in angles and straight edges, which is critical for creating tightly fitted joints and reliable sealing surfaces necessary to maintain the IP65 waterproof and dustproof rating in harsh outdoor environments.
A: Typical bending tolerances for forming and bending are +/- 0.4 mm, and precision positioning tolerances for bend to hole or features are +/- 0.2 mm.










Leave a comments