غلافات معدنية مخصصة لأجهزة الوسائط المتعددة الشبكة
خلفية المشروع
على خلفية الطلب المتزايد على أجهزة الشبكات وأجهزة الوسائط المتعددة ذات العوامل الشكلية الصغيرة، أطلقت شركة رائدة في مجال تصنيع معدات المكاتب الذكية مشروع تخصيص لعام 2026 لأجهزة الوسائط المتعددة المدمجة. تحمي هذه الأغلفة أجهزة التوجيه الداخلية ووحدات التحكم وواجهات الإشارة ، مما يتطلب أداء موثوق في بيئات المكاتب التجارية وجودة متسقة عبر الإنتاج الضخم.
وشملت المتطلبات الرئيسية ما يلي:
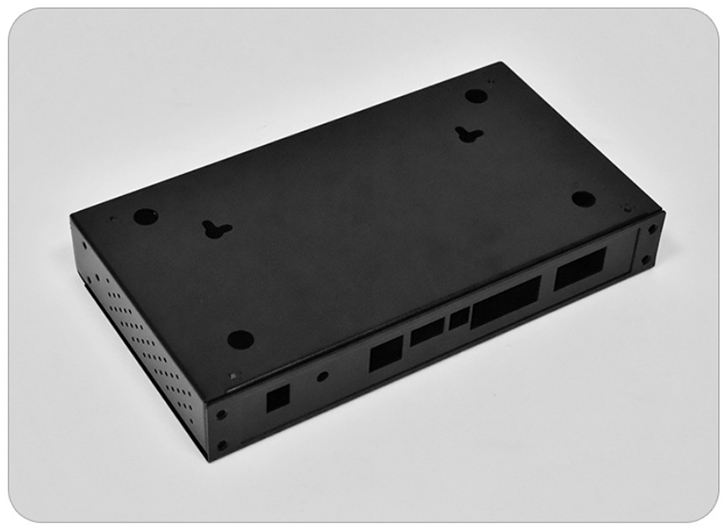
- تصميم رقيق وخفيف الوزن (الأبعاد: 19.5 × 12.1 × 3.4 سم ، الوزن ≤0.6 كجم)
- التسامح الأبعاد ≤ ± 0.03mm لمواءمة واجهة دقيقة
- تبديد الحرارة الفعالة للعمل المستمر 24/7
- مقاومة الغبار IP54 لبيئات المكاتب
- التوافق مع واجهات الشبكة والطاقة القياسية
- نهاية سوداء ماتي موحدة للمظهر المهني
- جودة إنتاج دفعة مستقرة لـ 1000 وحدة
تم اختيار Sanjun Hardware لقدراتنا المثبتة في التصنيع الدقيق ، وعملية طلاء مسحوق الكهرباء الثابتة الناضجة ، والسجل السريع لتقديم غلاف مخصصة عالية الاتساق للأجهزة الإلكترونية.
عملية تصنيع المكونات الأساسية
يتكون غلاف جهاز الوسائط المتعددة من غطاء أعلى وقاعدة أسفل ولوحة واجهة أمامية ولوحة تهوية خلفية ، وكلها مصنوعة وفقا لمعايير الجودة ISO 9001.
1. اختيار المواد و المعالجة المسبقة
- الهيكل الرئيسي: ورقة الصلب المجلفنة المدفوعة على البارد 0.8 مم ، وتوازن تصميم خفيف الوزن مع الصلابة الهيكلية.
- المعالجة المسبقة: إزالة الدهون بالموجات فوق الصوتية الآلية بالكامل ، وإزالة الدهون ، والفوسفات لإنشاء قاعدة سطحية نظيفة عالية الالتصاق ، وضمان الالتصاق المثالي للطلاء للتشطيب الأسود الساطع.
2. صناعة صناعية أساسية
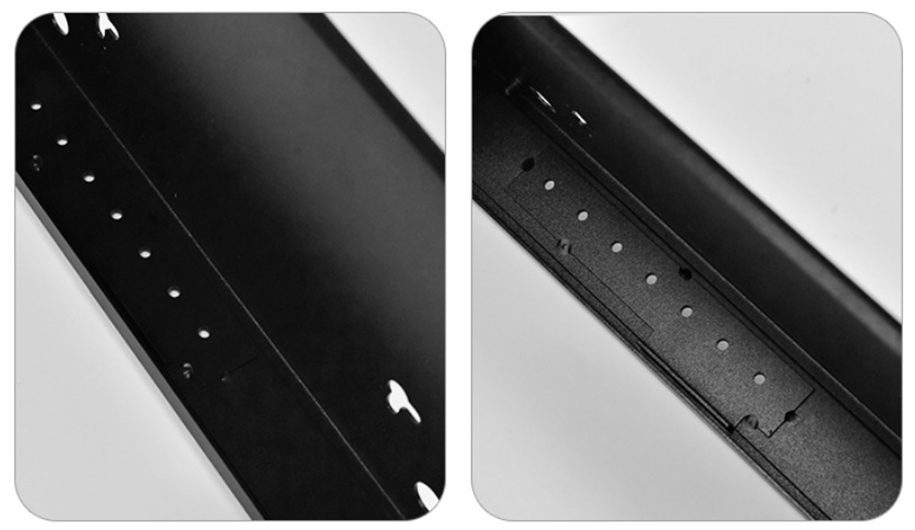
- قطع الليزر الدقيق: 8000W قطع الليزر الألياف مع التسامح ± 0.02mm ، باستخدام غاز مساعدة النيتروجين لتقليل التشوه الحراري. هذا يضمن قطع نظيفة وخالية من الشجر لموانئ الواجهة وثقوب التهوية وفتحات التثبيت.
- CNC الانحناء و تشكيل: آلة ثني CNC ذات محور 9 مع أجهزة مخصصة ، والتحكم في سبرينغباك إلى ≤0.02mm للحفاظ على أبعاد ملف تعريف رقيق متسقة عبر جميع الوحدات.
- واجهة & التهوية التصنيع: تستخدم تقنية ثقب CNC وتحديد المواقع بالليزر لإنشاء قطع واجهة دقيقة (موانئ الشبكة والطاقة والتحكم) وثقوب التهوية في عصير العسل ، بدقة موضعية ضمن ± 0.01 مم لضمان تكامل المكونات بسلاسة.
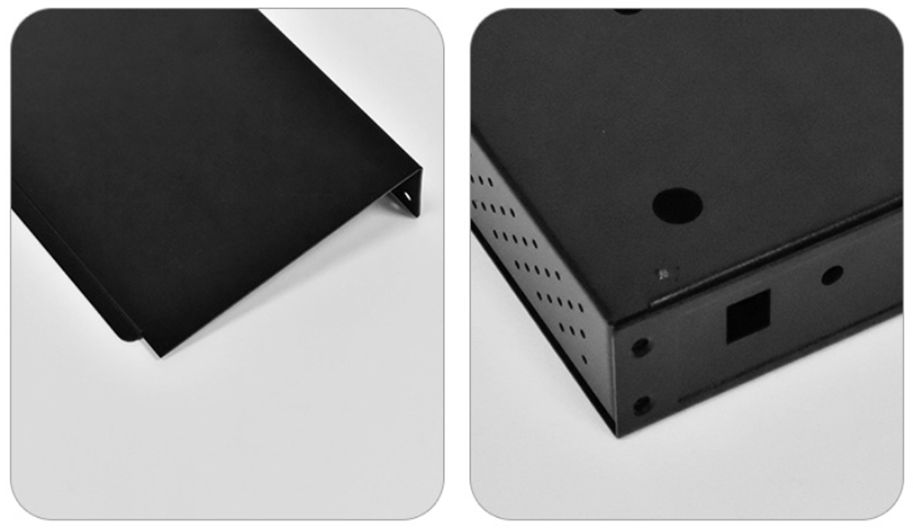
- طلاء مسحوق الكهربائي الساكن الأسود:
- يتم تطبيق طلاء أسود ماتي موحد على جميع الألواح ، مما يقدم مقاومة ممتازة للخدش ، وأداء مضاد للتآكل ، وجمال محترف.
- يتم التحكم بدقة في سمك الطلاء عند 60-120 ميكرومتر لضمان تغطية موحدة ومتانة طويلة الأجل دون المساس بتبديد الحرارة.
- التجميع الختم: يتم انضمام الغطاء العلوي والقاعدة السفلية مع محركات المسمار الدقيقة ، والتي تعززها أعمدة تحديد الموقع الداخلية للحفاظ على الصلابة الهيكلية. فتحات تركيب ثقب المفتاح على القاعدة تمكن من تركيب الجدار أو المكتب بسهولة.
3. مراقبة الجودة & اختبار
- فحص الأبعاد: CMM (آلة قياس الإحداثيات) فحص كامل الحجم للتحقق من امتثال التسامح ومواءمة الواجهة.
- اختبار جودة الطلاء: اختبار الالتصاق عبر الفقحة والتفتيش البصري لضمان اللون الموحد والتشطيب عبر جميع الوحدات.
- اختبار تبديد الحرارةاختبار التصوير الحراري تحت الحمل الكامل للتأكد من تدفق الهواء الفعال من خلال ثقوب التهوية.
- اختبار التوافق التثبيت: التحقق من محاذاة فتحة ثقب المفتاح مع أجهزة التثبيت القياسية.
- 100٪ التفتيش النهائي: تخضع جميع الوحدات لفحص وظيفي ومظهر كامل قبل التسليم لتحقيق صفر عيوب.
تحديات المشاريع الحلول
1. التحدي: ملف تعريف رقيق جدا مع الصلابة الهيكلية
يتطلب الملف الشخصي النحيل 3.4 سم تصميم دقيق لتجنب التشوه مع الحفاظ على قوة كافية لحماية المكونات الداخلية.
الحل: قمنا بتحسين الهيكل الداخلي مع ضلاع تعزيز متكاملة والانحناء الدقيق ، وزيادة الصلابة الهيكلية بنسبة 22٪ دون إضافة الوزن أو السمك.
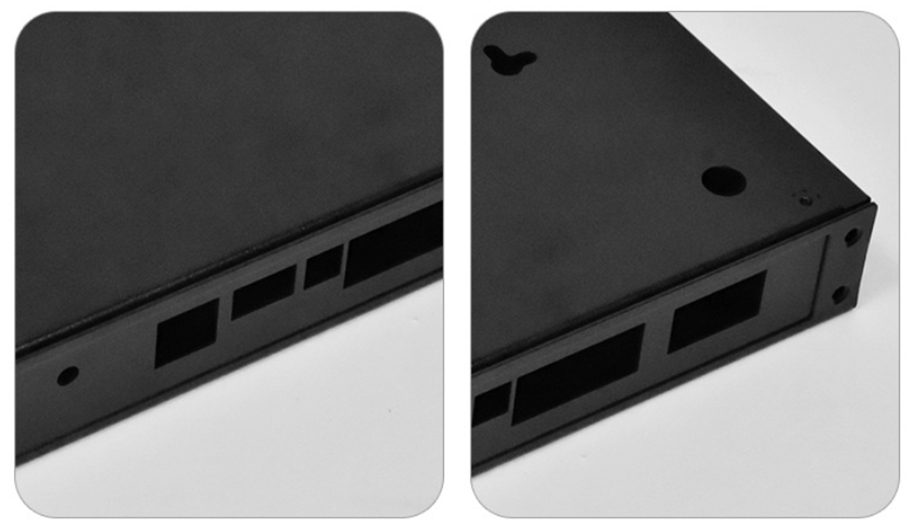
2. التحدي: محاذاة دقيقة لموانئ واجهة متعددة
تتميز اللوحة الأمامية بقطعات واجهة متعددة (الشبكة والطاقة والتحكم) التي تتطلب دقة فائقة لضمان تركيب المكونات بسلاسة وسلامة الإشارة.
الحل: جمعنا القطع بالليزر مع ثقب CNC ، باستخدام معايرة تحديد الموقع في الوقت الحقيقي. تم تجميع عينة ما قبل الإنتاج مع أجهزة العميل للتحقق من صحة المناسبة قبل الإنتاج الضخم ، والقضاء على أخطاء التجميع.
3. التحدي: النهاية الموحدة السوداء الماتي عبر الإنتاج الضخم
وكان تحقيق اللون الأسود المتواصل والمنسج عبر 1000 وحدة أمرًا حاسمًا للحفاظ على المظهر المهني للمنتج.
الحل: قمنا بتنفيذ عملية طلاء موحدة مع تطبيق مسحوق آلي ومراقبة درجة الحرارة الصارمة. فحص العينات لكل 50 وحدة يضمن اتساق اللون والالتصاق الطلاء ، مع عدم الإبلاغ عن فرق اللون في التسليم النهائي.
4. التحدي: تبديد الحرارة الفعالة في غلاف رقيق
التصميم المدمج يحد من المساحة للتهوية ، مما يتطلب حلًا محسنًا لتدفق الهواء لمنع الاحترار الزائد.
الحلصممنا نمط تهوية عسل على اللوحة الخلفية ، مما يزيد من تدفق الهواء مع الحفاظ على مقاومة الغبار. أكدت المحاكاة الحرارية والاختبار أن درجات الحرارة الداخلية ظلت ضمن حدود التشغيل الآمنة تحت الحمل الكامل.
نتائج المشروع
- التسليم1,000 وحدة تم الانتهاء منها وتسليمها قبل 5 أيام من الجدول الزمني لمدة 35 يومًا ، مع معدل اجتياز 100٪ في جميع اختبارات الجودة.
- أداءأظهرت الأغلفة تشغيلًا مستقرًا في بيئات المكاتب ، دون إفراط في التدفئة أو دخول الغبار أو تشوه هيكلي تم الإبلاغ عنه خلال 6 أشهر من الاختبار الميداني. حافظت النهاية السوداء الساطعة على مظهرها المهني دون تلاشي أو خدش.
- الشراكة: وقع العميل اتفاقية تعاون استراتيجية لمدة 3 سنوات ، وتعيين Sanjun Hardware كمورد حصري لحافظات الصفائح المعدنية لخطها الكامل من أجهزة الوسائط المتعددة والشبكات المدمجة.