Antecedentes del proyecto
En el contexto de la creciente demanda de dispositivos de red y multimedia de factor de forma pequeño, un fabricante líder de equipos de oficina inteligente lanzó un proyecto de personalización para 2026 para carcasas de dispositivos multimedia compactos. Estas carcasas protegen enrutadores internos, módulos de control e interfaces de señal, lo que requiere un rendimiento fiable en entornos de oficina comercial y una calidad consistente en toda la producción en masa.
Los requisitos clave incluyen:
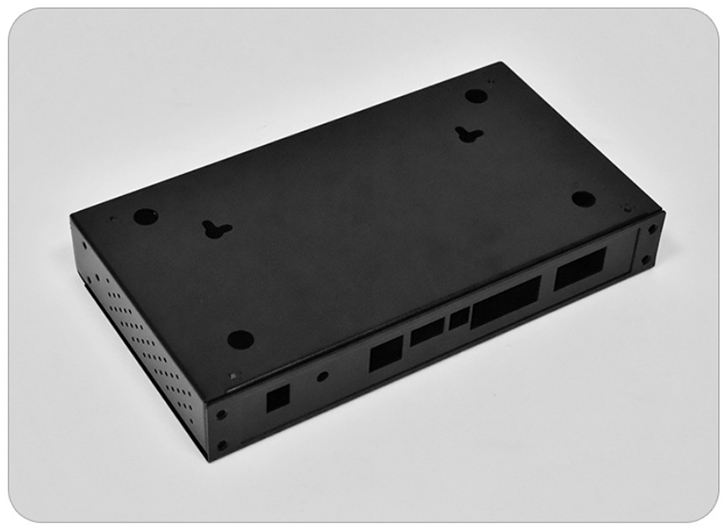
- Diseño delgado y ligero (dimensiones: 19.5 × 12.1 × 3.4cm, peso ≤0.6kg)
- Tolerancia dimensional ≤±0.03mm para la alineación precisa de la interfaz
- Disipación de calor eficiente para un funcionamiento continuo 24/7
- Resistencia al polvo IP54 para entornos de oficina
- Compatibilidad con interfaces de red y alimentación estándar
- Acabado negro mate uniforme para un aspecto profesional
- Calidad estable de producción por lotes para 1.000 unidades
Sanjun Hardware fue seleccionado por nuestras capacidades de fabricación de precisión probadas, proceso de recubrimiento en polvo electrostático maduro y historial de entrega de carcasas personalizadas de alta consistencia para dispositivos electrónicos.
Proceso de fabricación de componentes básicos
La carcasa del dispositivo multimedia comprende una cubierta superior, base inferior, panel de interfaz frontal y panel de ventilación trasera, todos fabricados de acuerdo con las normas de calidad ISO 9001.
1. Selección de materiales & Pre-tratamiento
- Estructura principal: chapa de acero galvanizada laminada en frío de 0,8 mm, equilibrando el diseño ligero con la rigidez estructural.
- Pre-tratamiento: desengrasamiento ultrasónico totalmente automatizado, desrostificación y fosfatación para crear una base de superficie limpia y de alta adhesión, garantizando la adhesión óptima del revestimiento para el acabado negro mate.
2. Artesanía de fabricación básica
- Corte láser de precisiónCortador láser de fibra de 8000W con tolerancia de ± 0,02 mm, utilizando gas de asistencia de nitrógeno para minimizar la distorsión térmica. Esto garantiza cortes limpios y libres de rebajas para puertos de interfaz, orificios de ventilación y ranuras de montaje.
- Doblado CNC & FormaciónMáquina de flexión CNC de 9 ejes con planchas personalizadas, que controlan el retorno a ≤0.02mm para mantener dimensiones de perfil delgado consistentes en todas las unidades.
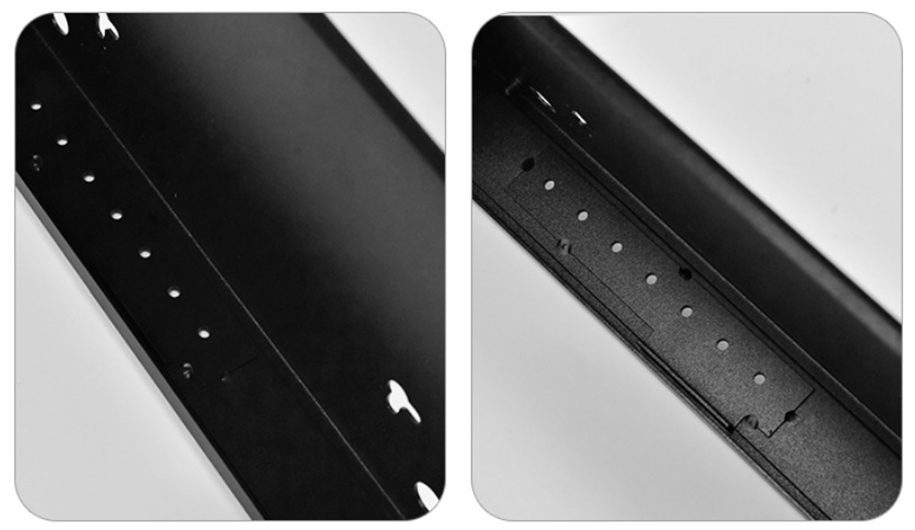
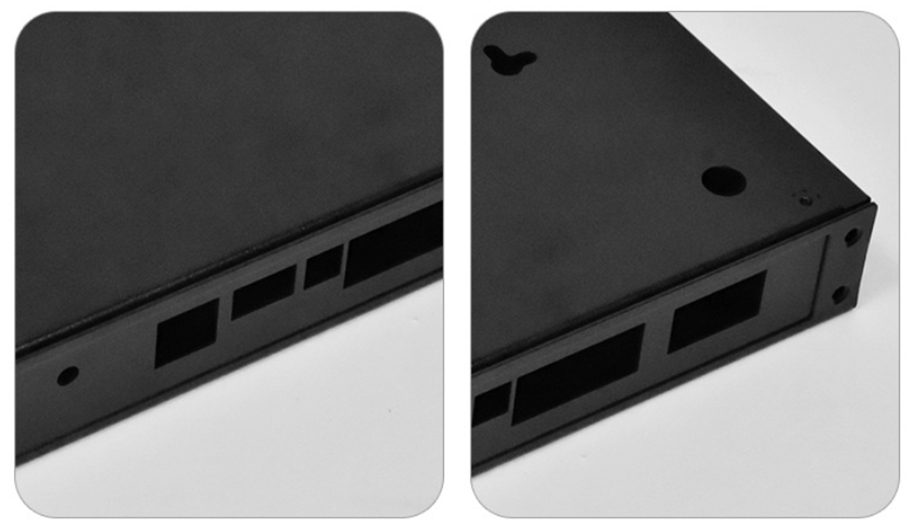
- Interfaz y Mecanizado de ventilaciónLa tecnología de perforación CNC y posicionamiento láser se utiliza para crear cortes precisos de interfaz (puertos de red, alimentación y control) y orificios de ventilación de panal de abeja, con precisión posicional dentro de ±0,01 mm para garantizar la integración sin costuras de los componentes.
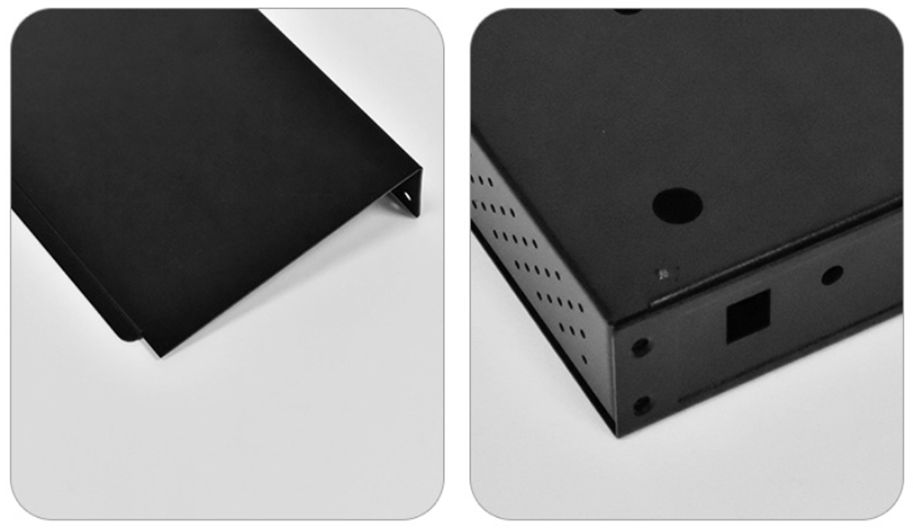
- Revestimiento en polvo electrostático negro mate:
- Un revestimiento negro mate uniforme se aplica a todos los paneles, ofreciendo una excelente resistencia a los arañazos, un rendimiento anticorrosivo y una estética profesional.
- El espesor del recubrimiento se controla estrictamente a 60-120 μm para garantizar una cobertura uniforme y una durabilidad a largo plazo sin comprometer la disipación del calor.
- Asamblea y selladoLa cubierta superior y la base inferior se unen con cierres de tornillo de precisión, reforzados por postes de posicionamiento internos para mantener la rigidez estructural. Las ranuras de montaje con agujero de llave en la base permiten una instalación fácil en la pared o en el escritorio.
3. Control de calidad & Pruebas
- Inspección dimensionalInspección de tamaño completo CMM (Coordinate Measuring Machine) para verificar el cumplimiento de la tolerancia y la alineación de la interfaz.
- Prueba de calidad del recubrimientoPrueba de adhesión de escotilla cruzada e inspección visual para asegurar el color y el acabado uniformes en todas las unidades.
- Prueba de disipación de calorPruebas de imágenes térmicas bajo carga completa para confirmar el flujo de aire eficiente a través de los orificios de ventilación.
- Prueba de compatibilidad de montajeVerificación de la alineación de la ranura del agujero de la llave con el hardware de montaje estándar.
- Inspección final del 100%Todas las unidades se someten a una inspección funcional y de apariencia completa antes de la entrega para lograr cero defectos.
Desafíos del proyecto Soluciones
1. Reto: Perfil ultradelgado con rigidez estructural
El perfil delgado de 3,4 cm requiere un diseño cuidadoso para evitar la deformación mientras mantiene la resistencia suficiente para proteger los componentes internos.
SoluciónOptimizamos la estructura interna con nervios de refuerzo integrados y flexión de precisión, aumentando la rigidez estructural en un 22% sin añadir peso o grosor.
2. Reto: Alineación de precisión de múltiples puertos de interfaz
El panel frontal cuenta con múltiples cortes de interfaz (red, alimentación, control) que exigen una precisión extrema para garantizar el ajuste perfecto de los componentes y la integridad de la señal.
Solución: Combinamos corte láser con perforación CNC, utilizando calibración de posicionamiento en tiempo real. El ensamblaje de muestras de preproducción con el hardware del cliente se llevó a cabo para validar el ajuste antes de la producción en masa, eliminando errores de ensamblaje.
3. Reto: Acabado negro mate uniforme a través de la producción en masa
Lograr un color negro mate y una textura consistentes en 1.000 unidades fue fundamental para mantener la apariencia profesional del producto.
SoluciónImplementamos un proceso de recubrimiento estandarizado con aplicación automática de polvo y estricto control de temperatura. La inspección de muestreo por 50 unidades asegura la consistencia del color y la adhesión del recubrimiento, con cero diferencia de color reportada en la entrega final.
4. Reto: Disipación de calor eficiente en un recinto delgado
El diseño compacto limita el espacio para la ventilación, lo que requiere una solución de flujo de aire optimizada para evitar el sobrecalentamiento.
SoluciónDiseñamos un patrón de ventilación de panal de abeja en el panel trasero, maximizando el flujo de aire manteniendo la resistencia al polvo. La simulación térmica y las pruebas confirmaron que las temperaturas internas se mantuvieron dentro de límites de funcionamiento seguros bajo carga completa.
Resultados del proyecto
- Entrega1.000 unidades completadas y entregadas 5 días antes del calendario de 35 días, con una tasa de aprobación del 100% en todas las pruebas de calidad.
- RendimientoLos recintos demostraron un funcionamiento estable en entornos de oficina, sin sobrecalentamiento, entrada de polvo o deformación estructural reportada durante 6 meses de pruebas de campo. El acabado negro mate mantuvo su apariencia profesional sin desvanecerse ni rascarse.
- AsociaciónEl cliente firmó un acuerdo de cooperación estratégica de 3 años, nombrando a Sanjun Hardware como proveedor exclusivo de carcasas de chapa metálica para su línea completa de dispositivos multimedia y de red compactos.