Contexte du projet
Dans le contexte de la demande croissante d'appareils réseau et multimédia à petit facteur de forme, un fabricant de matériel de bureau intelligent de premier plan a lancé un projet de personnalisation en 2026 pour les boîtiers d'appareils multimédia compacts. Ces boîtiers protègent les routeurs internes, les modules de commande et les interfaces de signal, exigeant des performances fiables dans les environnements de bureau commerciaux et une qualité constante dans toute la production en masse.
Les principales exigences comprenaient :
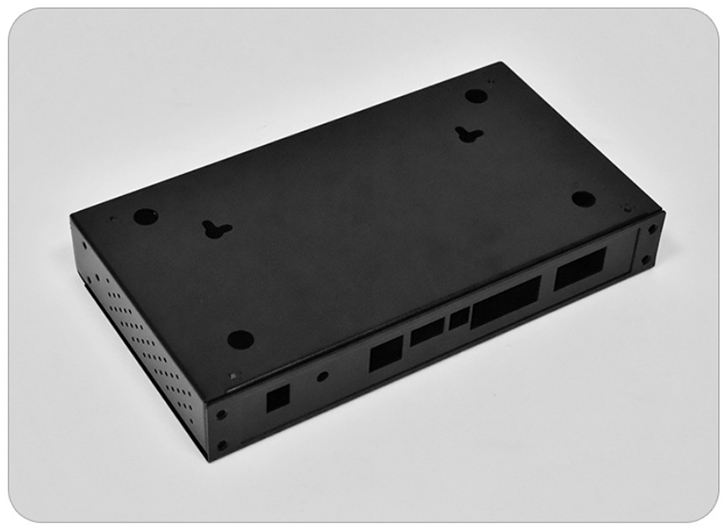
- Design mince et léger (dimensions: 19,5 × 12,1 × 3,4 cm, poids ≤0,6 kg)
- Tolérance dimensionnelle ≤±0.03mm pour l'alignement précis de l'interface
- Dissipation de chaleur efficace pour un fonctionnement continu 24/7
- Résistance à la poussière IP54 pour les environnements de bureau
- Compatibilité avec les interfaces réseau et alimentation standard
- Finition noire mat uniforme pour une apparence professionnelle
- Qualité stable de production par lots pour 1 000 unités
Sanjun Hardware a été sélectionné pour nos capacités de fabrication de précision éprouvées, notre processus de revêtement en poudre électrostatique mature et notre expérience dans la livraison de boîtiers personnalisés de haute cohérence pour appareils électroniques.
Processus de fabrication des composants de base
Le boîtier du dispositif multimédia comprend un couvercle supérieur, une base inférieure, un panneau d'interface avant et un panneau de ventilation arrière, tous fabriqués conformément aux normes de qualité ISO 9001.
1. Sélection des matériaux & Pré-traitement
- Structure principale: tôle d'acier galvanisée laminée à froid de 0,8 mm, équilibrant la conception légère avec la rigidité structurale.
- Pré-traitement: Dégraissage ultrasonique entièrement automatisé, dérustification et phosphation pour créer une base de surface propre et haute adhésion, assurant une adhésion optimale du revêtement pour la finition noire mat.
2. Artisanat de fabrication de base
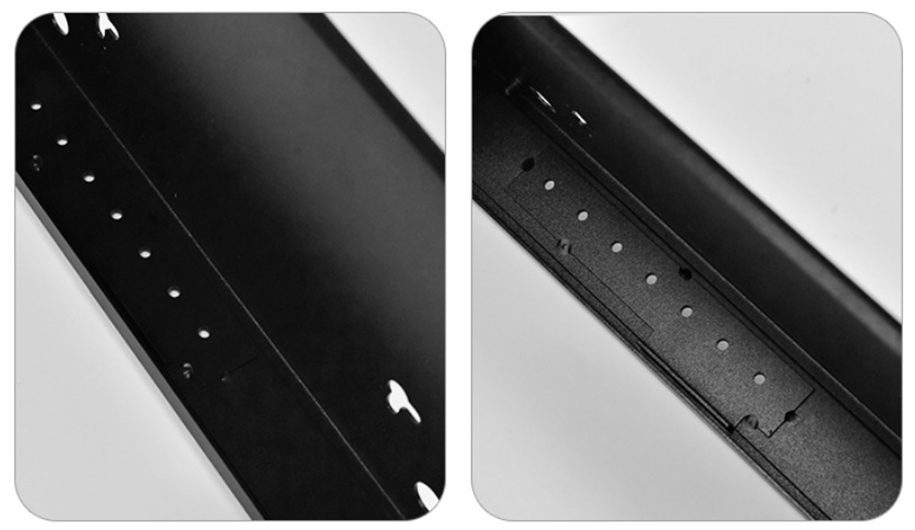
- Coupe laser de précision: Coupe laser à fibre 8000W avec tolérance ± 0,02 mm, utilisant du gaz d'aide à l'azote pour minimiser la distorsion thermique. Cela assure des coupes propres et sans rebure pour les ports d'interface, les trous de ventilation et les fentes de montage.
- Bendage CNC & Former: machine de pliage CNC à 9 axes avec des broches personnalisées, contrôlant le ressort à ≤0,02 mm pour maintenir des dimensions de profil mince cohérentes sur toutes les unités.
- Interface & usinage ventilationLa technologie de poinçonnage CNC et de positionnement laser est utilisée pour créer des découpes d'interface précises (ports de réseau, d'alimentation et de contrôle) et des trous de ventilation en nid d'abeille, avec une précision positionnelle à ±0,01 mm pour garantir une intégration sans couture des composants.
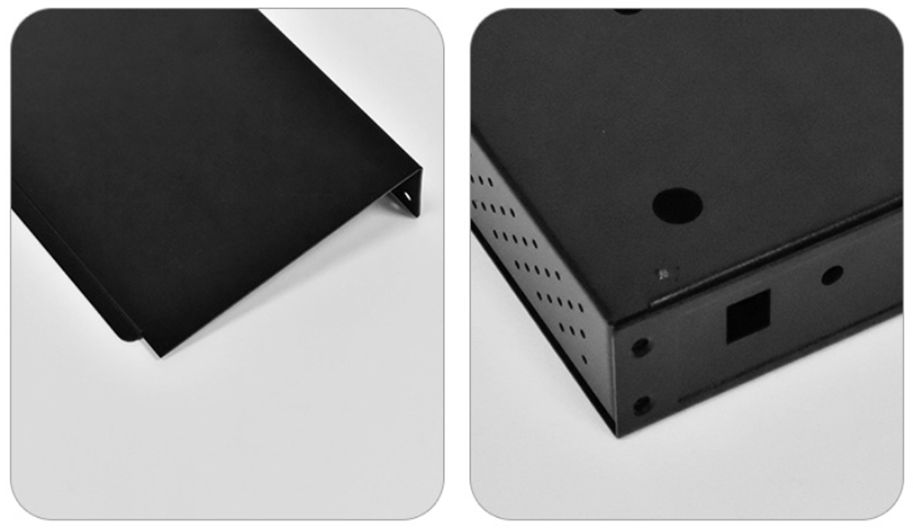
- Revêtement en poudre électrostatique noir mat:
- Un revêtement noir mat uniforme est appliqué à tous les panneaux, offrant une excellente résistance aux rayures, des performances anti-corrosion et une esthétique professionnelle.
- L'épaisseur du revêtement est strictement contrôlée à 60-120 μm pour assurer une couverture uniforme et une durabilité à long terme sans compromettre la dissipation de chaleur.
- Assemblée & L'étanchéité: Le couvercle supérieur et la base inférieure sont reliés à des attaches à vis de précision, renforcées par des poteaux de positionnement internes pour maintenir la rigidité structurelle. Les fentes de montage à trou de clé sur la base permettent une installation facile sur le mur ou le bureau.
3. Contrôle de qualité & Tests
- Inspection dimensionnelle: inspection à grande taille CMM (Coordinate Measuring Machine) pour vérifier la conformité aux tolérances et l'alignement de l'interface.
- Test de qualité du revêtementTest d'adhésion et inspection visuelle pour assurer une couleur et une finition uniformes sur toutes les unités.
- Test de dissipation de chaleurTest d'imagerie thermique sous pleine charge pour confirmer un flux d'air efficace à travers les trous de ventilation.
- Test de compatibilité de montage: Vérification de l'alignement des fentes de trou-clé avec le matériel de montage standard.
- Inspection finale à 100%: Toutes les unités subissent une inspection fonctionnelle et d'apparence complète avant la livraison pour atteindre zéro défauts.
Défis du projet et Solutions
1. Défi: Profil ultra-mince avec rigidité structurelle
Le profil mince de 3,4 cm nécessitait une conception minutieuse pour éviter la déformation tout en maintenant une résistance suffisante pour protéger les composants internes.
Solution: Nous avons optimisé la structure interne avec des nervures de renforcement intégrées et un pliage de précision, augmentant la rigidité structurelle de 22% sans ajouter de poids ou d'épaisseur.
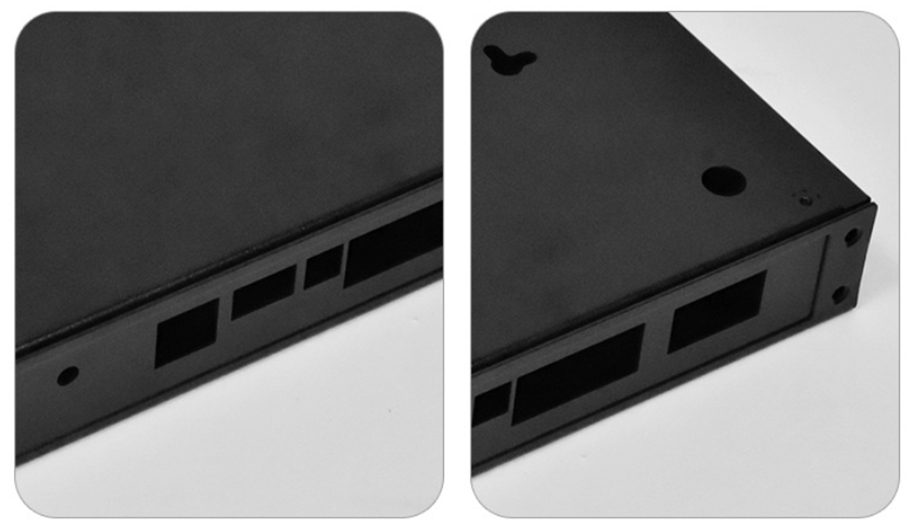
2. Défi: Alignement de précision de ports d'interface multiples
Le panneau avant dispose de multiples découpes d'interface (réseau, alimentation, commande) qui exigent une précision extrême pour assurer l'ajustement sans couture des composants et l'intégrité du signal.
Solution: Nous avons combiné la coupe laser avec le poinçonnage CNC, en utilisant l'étalonnage de positionnement en temps réel. L’assemblage pré-production d’échantillons avec le matériel du client a été effectué pour valider l’ajustement avant la production en masse, éliminant ainsi les erreurs d’assemblage.
3. Défi: finition noire mate uniforme à travers la production de masse
Atteindre une couleur et une texture noires mattes uniformes sur 1 000 unités était essentiel pour maintenir l'apparence professionnelle du produit.
Solution: Nous avons mis en œuvre un processus de revêtement standardisé avec application automatisée de poudre et contrôle strict de la température. L'inspection d'échantillonnage par 50 unités assure la cohérence des couleurs et l'adhésion du revêtement, avec zéro différence de couleur signalée dans la livraison finale.
4. Défi: Dissipation de chaleur efficace dans un boîtier mince
La conception compacte limite l'espace de ventilation, nécessitant une solution de flux d'air optimisée pour éviter la surchauffage.
Solution: Nous avons conçu un modèle de ventilation en nid d'abeille sur le panneau arrière, maximisant le débit d'air tout en maintenant la résistance à la poussière. La simulation thermique et les essais ont confirmé que les températures internes restaient dans les limites de fonctionnement sûres sous pleine charge.
Résultats du projet
- Livraison1 000 unités achevées et livrées 5 jours en avance sur le calendrier de 35 jours, avec un taux de réussite de 100 % dans tous les tests de qualité.
- PerformanceLes boîtiers ont démontré un fonctionnement stable dans les environnements de bureau, sans surchauffage, pénétration de poussière ou déformation structurelle signalée pendant 6 mois d'essais sur le terrain. La finition noire mat a maintenu son aspect professionnel sans se décolorer ni se rayer.
- PartenariatLe client a signé un accord de coopération stratégique de 3 ans, nommant Sanjun Hardware comme fournisseur exclusif de boîtiers en tôle pour sa gamme complète de dispositifs multimédia et réseau compacts.