Projekthintergrund
Vor dem Hintergrund der steigenden Nachfrage nach kleinen Form-Factor-Netzwerk- und Multimedia-Geräten hat ein führender Hersteller von intelligenten Bürogeräten 2026 ein Anpassungsprojekt für kompakte Multimedia-Gerätegehäuse gestartet. Diese Gehäuse schützen interne Router, Steuermodulen und Signalschnittstellen, was eine zuverlässige Leistung in kommerziellen Büromumgebungen und eine konsistente Qualität in der gesamten Massenproduktion erfordert.
Zu den wichtigsten Anforderungen gehören:
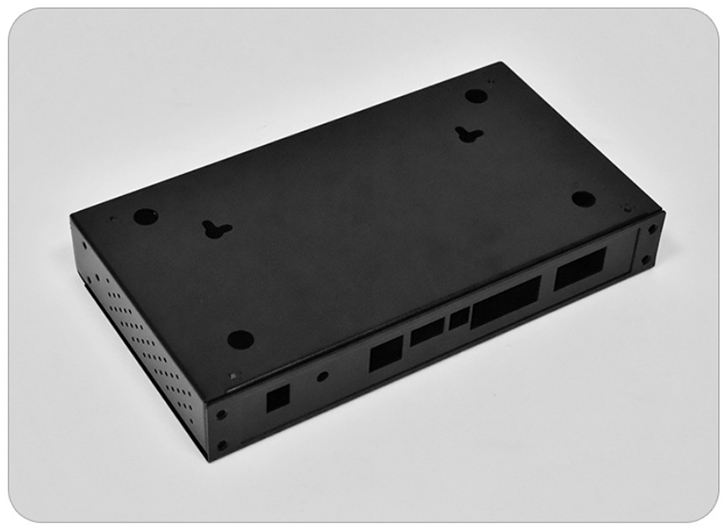
- Schlank, leichtes Design (Abmessungen: 19,5 × 12,1 × 3,4 cm, Gewicht ≤0,6 kg)
- Dimensionstoleranz ≤±0.03mm für präzise Schnittstellenausrichtung
- Effiziente Wärmeabfuhr für 24/7 kontinuierlichen Betrieb
- IP54 Staubbeständigkeit für Büroumgebungen
- Kompatibilität mit Standard-Netzwerk- und Stromschnittstellen
- Einheitliche mattschwarze Oberfläche für professionelles Aussehen
- Stabile Chargenproduktionsqualität für 1.000 Einheiten
Sanjun Hardware wurde wegen unserer bewährten Präzisionsfertigungsfähigkeiten, des ausgereiften elektrostatischen Pulverbeschichtungsprozesses und der Erfolgsbilanz bei der Lieferung von hochkonsistenten kundenspezifischen Gehäusen für elektronische Geräte ausgewählt.
Herstellungsprozess von Kernbauteilen
Das Multimedia-Gerätegehäuse besteht aus einer oberen Abdeckung, einer unteren Basis, einer vorderen Schnittstelle und einer hinteren Belüftungspanel, die alle gemäß den Qualitätsstandards ISO 9001 hergestellt werden.
1. Materialauswahl & Vorbehandlung
- Hauptstruktur: 0,8 mm kaltgewalztes verzinktes Stahlblech, das leichte Design mit struktureller Steifigkeit ausbalanciert.
- Vorbehandlung: Vollautomatisierte Ultraschall-Entfettung, Entrostung und Phosphatierung, um eine saubere, hochhaftende Oberflächenbasis zu schaffen, die eine optimale Beschichtungshaftung für die mattschwarze Oberfläche gewährleistet.
2. Kern Fertigung Handwerk
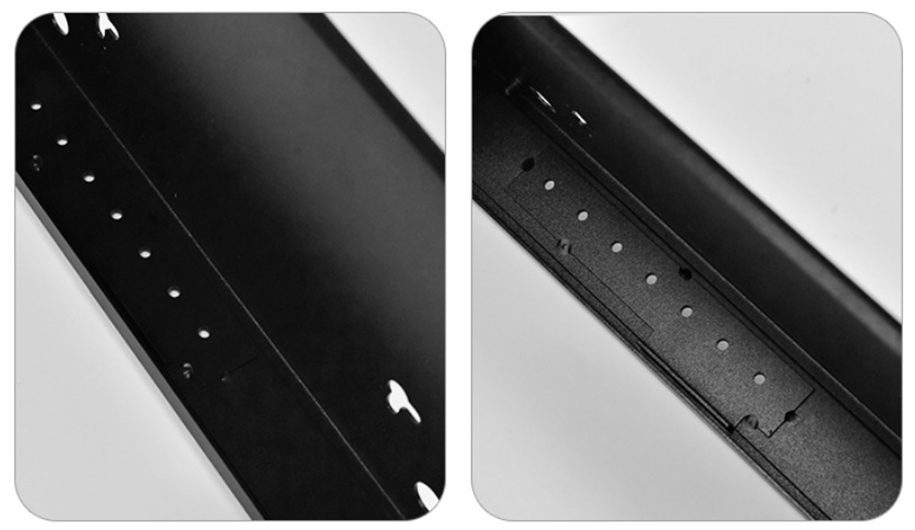
- Präzisionslaserschneiden: 8000W Faserlaserschneider mit ±0,02mm Toleranz, Stickstoff-Assistenzgas verwendet, um thermische Verzerrung zu minimieren. Dies gewährleistet saubere, burrfreie Schnitte für Schnittstellen, Lüftungslöcher und Montageschlitze.
- CNC Biegen & Bildung: 9-Achs-CNC-Biegemaschine mit kundenspezifischen Jigs, die Federback auf ≤0,02 mm steuern, um konsistente schlanke Profilabmessungen in allen Einheiten aufrechtzuerhalten.
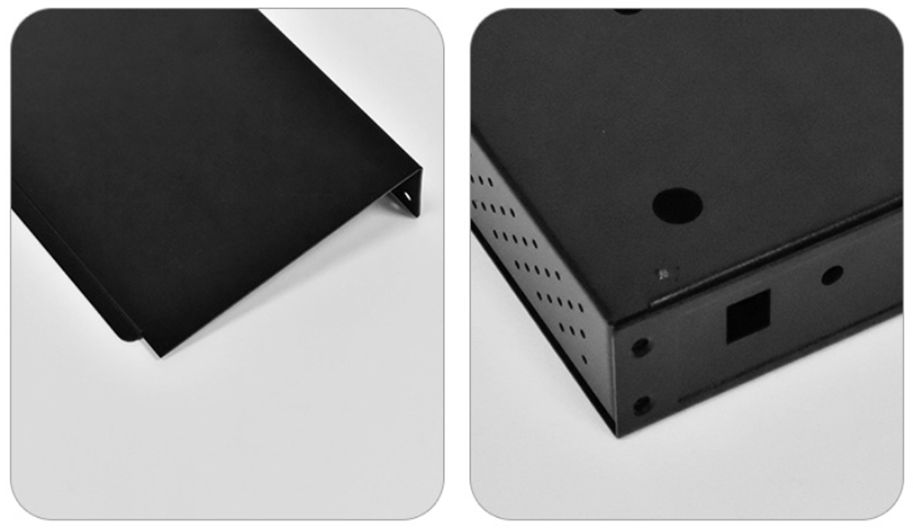
- Schnittstelle & BelüftungsbearbeitungCNC-Stanz- und Laserpositionierungstechnologie wird verwendet, um präzise Schnittstellenausschnitte (Netzwerk-, Strom- und Steueranschlüsse) und Wabenbelüftungslöcher mit einer Positionsgenauigkeit innerhalb von ±0,01 mm zu erstellen, um eine nahtlose Komponentenintegration zu gewährleisten.
- Mattschwarze elektrostatische Pulverbeschichtung:
- Eine einheitliche mattschwarze Beschichtung wird auf alle Platten aufgetragen, die eine ausgezeichnete Kratzbeständigkeit, Korrosionsschutzleistung und eine professionelle Ästhetik bietet.
- Die Beschichtungsdicke wird bei 60-120 μm streng kontrolliert, um eine gleichmäßige Abdeckung und langfristige Haltbarkeit zu gewährleisten, ohne die Wärmeabfuhr zu beeinträchtigen.
- Montage & Dichtung: Der obere Deckel und die untere Basis sind mit Präzisionsschraubenbefestigungsmitteln verbunden, die durch interne Positionierpfosten verstärkt sind, um die strukturelle Steifigkeit zu erhalten. Schlüsselloch-Befestigungsschlitze am Boden ermöglichen eine einfache Wand- oder Schreibtisch-Installation.
3. Qualitätskontrolle & Testen
- Dimensionale Inspektion: CMM (Koordinatenmessmaschine) Vollgrößeinspektion zur Überprüfung der Einhaltung der Toleranzen und der Ausrichtung der Schnittstelle.
- Beschichtungsqualitätsprüfung: Querlückenhaftungsprüfung und visuelle Inspektion, um gleichmäßige Farbe und Oberfläche in allen Einheiten zu gewährleisten.
- WärmeabfuhrprüfungWärmebildprüfung unter voller Last, um einen effizienten Luftstrom durch Lüftungslöcher zu bestätigen.
- Montagekompatibilitätstest: Überprüfung der Schlüsselloch-Schlitzausrichtung mit Standard-Montagehardware.
- 100% EndprüfungAlle Einheiten unterliegen einer vollständigen Funktions- und Erscheinungsprüfung vor der Lieferung, um Null Mängel zu erreichen.
Projektherausforderungen & Lösungen
1. Herausforderung: Ultra-schlankes Profil mit struktureller Steifigkeit
Das schlanke 3,4 cm Profil erforderte eine sorgfältige Konstruktion, um Verformungen zu vermeiden und gleichzeitig ausreichende Festigkeit zum Schutz der Innenkomponenten zu erhalten.
LösungWir haben die innere Struktur mit integrierten Verstärkungsrippen und Präzisionsbiegen optimiert, wodurch die strukturelle Steifigkeit um 22% ohne Gewicht oder Dicke erhöht wurde.
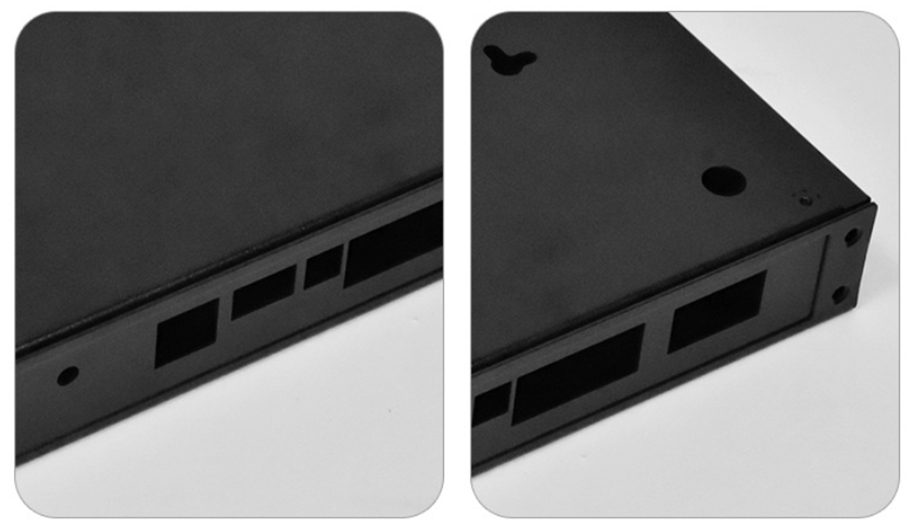
2. Herausforderung: Präzise Ausrichtung mehrerer Schnittstellen
Das Frontpanel verfügt über mehrere Schnittstellenausschnitte (Netzwerk, Strom, Steuerung), die extreme Präzision erfordern, um eine nahtlose Montage der Komponenten und die Signalintegrität zu gewährleisten.
Lösung: Wir kombinierten Laserschneiden mit CNC-Stanzen unter Verwendung von Echtzeit-Positionierungskalibrierung. Vorproduktionsprobenmontage mit der Hardware des Kunden wurde durchgeführt, um die Passform vor der Massenproduktion zu validieren und Montagefehler zu beseitigen.
3. Herausforderung: Einheitliche matte schwarze Oberfläche über die Massenproduktion
Das Erreichen einer konsistenten mattschwarzen Farbe und Textur auf 1.000 Einheiten war entscheidend für die Aufrechterhaltung des professionellen Erscheinungsbilds des Produkts.
Lösung: Wir haben einen standardisierten Beschichtungsprozess mit automatisierter Pulverapplikation und strenger Temperaturregelung implementiert. Die Probenahmekontrolle pro 50 Einheiten gewährleistet Farbkonsistenz und Beschichtungshaftung, wobei bei der Endlieferung keine Farbdifferenz gemeldet wird.
4. Herausforderung: Effiziente Wärmeabfuhr in einem schlanken Gehäuse
Das kompakte Design begrenzte den Raum für die Lüftung und erforderte eine optimierte Luftströmungslösung, um eine Überhitzung zu verhindern.
Lösung: Wir haben ein Wabenbelüftungsmuster auf der Rückseite entworfen, um den Luftstrom zu maximieren und gleichzeitig die Staubbeständigkeit aufrechtzuerhalten. Die thermische Simulation und Tests bestätigten, dass die Innentemperaturen unter Volllast innerhalb sicherer Betriebsgrenzen blieben.
Projektergebnisse
- Lieferung1.000 Einheiten abgeschlossen und geliefert 5 Tage vor dem 35-tägigen Zeitplan, mit einer Bestandsrate von 100% in allen Qualitätstests.
- LeistungGehäuse zeigten einen stabilen Betrieb in Büromumgebungen, ohne Überhitzung, Staubeingang oder strukturelle Verformung, die während 6 Monaten der Feldtests berichtet wurde. Das mattschwarze Oberfläche behielt sein professionelles Aussehen ohne verblassen oder kratzen.
- PartnerschaftDer Kunde unterzeichnete eine dreijährige strategische Kooperationsvereinbarung, mit der Sanjun Hardware als exklusiven Blechgehäuselieferanten für seine gesamte Linie an kompakten Multimedia- und Netzwerkgeräten ernannt wurde.