Nullam dignissim, ante scelerisque ist euismod fermentum odio
Sem semper the is erat, ein feugiat leo urna eget eros. Duis Äänischeein imperdiet risos.
Häufige Fehler im Blechdesign: Produktionsverzögerungen vermeiden
Häufige Fehler im Blechdesign: Produktionsverzögerungen vermeiden
In der schnelllebigen Hardwareentwicklungsbranche ist die pünktliche Markteinführung eines Produkts genauso wichtig wie seine Leistungsfähigkeit. Dennoch stoßen viele Hardware-Engineering-Teams in der Fertigung auf unerwartete Probleme. Ihre Zeitpläne verschieben sich aufgrund kleiner Layoutfehler. Wenn kundenspezifische Designs die Grenzen der Fabrikböden ignorieren, enden Unternehmen mit kostspieligen Nacharbeiten, Prototypen, die fehlschlagen, und stillstehenden Produktionslinien.
Als führender One-Stop-OEM/ODM-Präzisionshersteller, gegründet im Jahr 2010, Hardware von San Jun verwandelt komplexe Konstruktionen in solide Metallteile. Wir arbeiten aus unserer 5.000 Quadratmeter großen Produktionsstätte. Dort befinden sich fortschrittliche Pradi-Bearbeitungszentren, AMADA EM2510 und Tailife XP1250 CNC-Stanzmaschinen sowie Ausma CNC-Abkantpressen. Wir liefern hochwertige Infrastrukturteile weltweit. Wenn Sie wissen, wo Konstruktionen oft auf die Bedürfnisse der Fertigung treffen, können Sie Ihr nächstes Projekt schneller und reibungsloser in die Produktion bringen.
Fehleinschätzung von Materialauswahl und Dickenbeschränkungen
Die Wahl falscher Materialspezifikationen oder das Vergessen mechanischer Grenzwerte kann ein Projekt zum Stillstand bringen, bevor die Laser überhaupt zu schneiden beginnen.
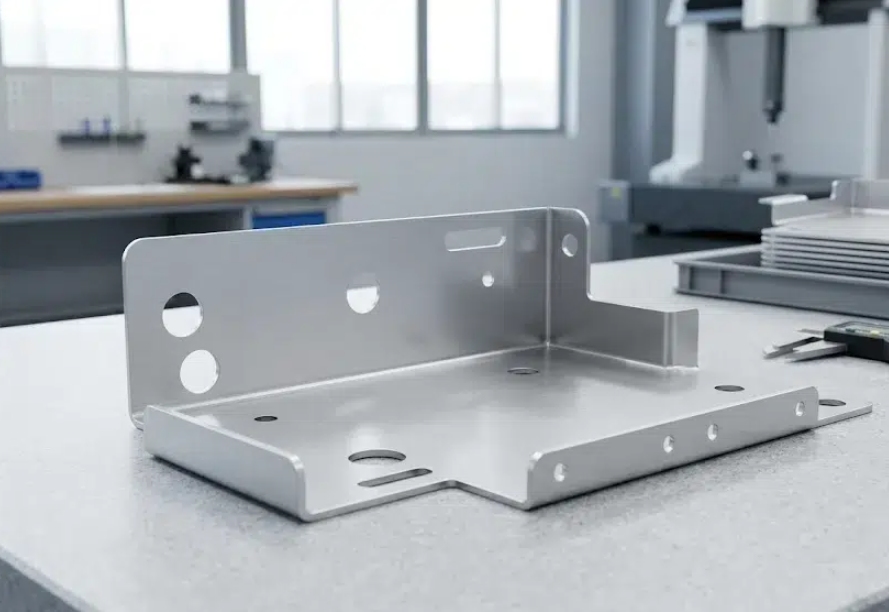
Enge Biegeradien und die K-Faktor-Überwachung
Bei der Konstruktion von scharfen Ecken ohne Berücksichtigung der genauen Eigenschaften von kaltgewalztem Stahl, verzinktem Stahl oder Edelstahl wird das Metall beim Biegevorgang reißen oder sich verformen.
Die Physik des Blechbiegens: Jede Metalllegierung dehnt sich beim Formen unter einer Abkantpresse aus; dies erfordert die Berechnung eines exakten K-Faktors, um die flachen Zuschnittpläne anzupassen.
Der Fabrikationszwang: Der Versuch, einen engen inneren Biegeradius zu erzeugen, der kleiner ist als die Materialdicke, erzeugt schwere strukturelle Spannungen und Brüche.
Unsere Optimierungslösung: Durch San Jun Hardware’s Vorauszahlung Design for Manufacturing(DFM) Überprüfungsservice, unsere Ingenieurspezialisten bewerten Ihre 3D-Modelle, um Biegeradien an verfügbare Industrowerkzeuge anzupassen und Brüche und Dimensionsnacharbeiten vollständig zu vermeiden.
Gleichmäßige Materialdickenschwankungen
Ein häufiger Konstruktionsfehler ist die Integration mehrerer unterschiedlicher Dickenparameter in eine einzige, integrierte Struktorkomponente.
Die Falle der Sekundärbearbeitung: Das Mischen unterschiedlicher Dicken zwingt die Fertigungsstraße zu mehreren Rohmaterial-Einrichtungen, Laser-Kalibrierungen und unterschiedlichen Biege-Werkzeugwechseln.
Schweißkomplikationen: Das Verbinden deutlich dicker Rahmen mit ultradünnen Blechen erhöht das Risiko eines thermischen Durchbrennens bei WIG/MIG-Schweißarbeiten.
Der optimierte Ansatz: Die Standardisierung auf eine einheitliche Spurbreite über die gesamte Baugruppe beschleunigt den Durchsatz, wodurch eine automatische Verschachtelungssoftware die Blechausnutzung optimieren und die Produktion beschleunigen kann.
Ungenauigkeiten bei der Toleranzzuweisung und Lochpositionierung
Falscher Abstand und unrealistische Maßvorgaben sind Hauptursachen für Montageprobleme in der Produktion.
Übermäßige kumulative Toleranzen in Mehrfachbiegegehäusen
Ingenieure wenden häufig generische, enge Fertigungstoleranzen von ±0,05 mm auf jede einzelne Abmessung eines vielumfangreichen Gehäuses an, was die Produktionskosten und Lieferzeiten unnötig erhöht.
Toleranzstapelung: Bei komplexen Projekten wie einem Gehäuse für Industrieanzeigegeräte führen jede einzelne Biegung zu geringfügigen Abweichungen, die sich anhäufen und zu nicht übereinstimmenden Befestigungspunkten führen.
Fallstudie: Ein multinationaler Kunde aus der Unterhaltungselektronikbranche sah sich mit einer zweiwöchigen Verzögerung konfrontiert, da sich seine Befestigungslöcher aufgrund von Toleranzkumulierung an einem Chassis mit mehreren Winkeln um 1,2 mm verschoben hatten. San Jun Hardware löste dieses Problem durch den Einsatz unserer fortschrittlichen automatisierten Nietmaschinen und die Implementierung eines Master-Datum-Montagesystems, wodurch die Positionsausschnitte mit einer Toleranz von genau ±0,1 mm und einer Montage-Passrate von 100% gehalten wurden.
Kosteneffizientes Engineering: Konzentrieren Sie enge Toleranzen nur auf kritische Verbindungsschnittstellen und ermöglichen Sie so realistische kommerzielle Spielräume bei äußeren Verkleidungsteilen.
Löcher zu nah an Biegekanten platzieren
Wenn Ausschnitte, Schlitze oder Lüftungslöcher direkt neben einer Biegekontur positioniert werden, führt dies zu starken Verformungen, wenn die Abkantpresse greift.
Der Materialdehnungseffekt: Wenn das Metall in den Stempel gepresst wird, dehnt sich jedes nahegelegene Loch zu einem länglichen, nutzlosen Oval aus.
Hardware-Hardware-Ausfälle: Verformte Löcher machen es unmöglich, Pem-Stifte, Nieten oder Gewindeeinsätze korrekt zu montieren.
Die Regel für den sicheren Abstand: Positionieren Sie die Kanten von Löchern immer in einem Mindestabstand von dreimal der Materialdicke (3T) zur Biegetangentenlinie, um eine vollständige strukturelle Integrität zu gewährleisten.
Umweltschutz und Gehäuseanforderungen für das Wärmemanagement ignoriert
Bei industrieller Infrastruktur, die in rauen Umgebungen im Freien eingesetzt wird, können Fehler im strukturellen Design zum Ausfall von Komponenten führen.
Schlechtes Dichtungsdesign bei Außenwandgehäusen
Bei der Entwicklung von Infrastruktur wie Gleichstrom-Ladestation-Gehäuse, Das Versäumnis, ordnungsgemäße strukturelle Kanäle für Dichtungsdichtungen zu bauen, beeinträchtigt den Wetterschutz.
Eintrittsfehler: Flache metallische Dichtflächen ohne integrierte Dichtlippen verhindern das Eindringen von Wasser und Staub nicht und versagen bei IP65- oder IP66-Konformitätstests.
Fertigstellungskomplikationen: Ohne die Dicke von industriellen Pulverbeschichtungen oder Siebdruckmarkierungsschichten zu berücksichtigen, können Türdichtungen klemmen oder sich nicht richtig verriegeln lassen.
Unser Integrationsnachweis: Bei San Jun Hardware fertigen wir spezielle strukturelle Rückflansche und liefern vorinstallierte, langlebige Umweltdichtungen zusammen mit der rohen Metallfertigung, um die Sicherheit im Außenbereich zu gewährleisten.
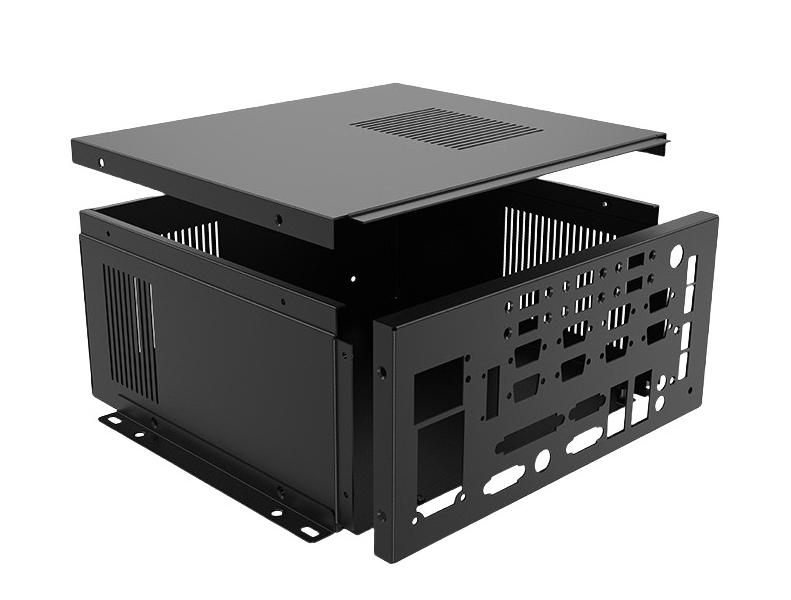
Unzureichende Belüftung für Hochleistungssysteme
Schwere Industriesysteme, wie zum Beispiel ein groß angelegtes Energiespeicherschrank (BESS), erzeugt erhebliche interne Wärme, die durch intelligentes Gehäusedesign bewältigt werden muss.
Der Kühlengpass: Restriktive Luftwege oder unterdimensionierte Lamellen führen zu schneller Wärmeansammlung, was bei empfindlichen Lithiumbatteriemodulen zu thermischen Abschaltungen führt.
Strukturelle Schwächung: Das Stanzen massiver, dichter Matrizen von Lüftungslöchern kann dünne Platten während des Hochgeschwindigkeits-CNC-Stanzens verziehen.
Fortschrittliche Fertigungslösung: Wir lösen diese Herausforderung durch präzise automatisierte Lüftungslamellen und CNC-gesteuerte Wabenkühlsysteme, die den Luftstrom maximieren und gleichzeitig den starren strukturellen Schutz für industrielle Steuerungsanlagen beibehalten.
Schlussfolgerung
Um diese häufigen Fehler bei der Blechbearbeitung zu vermeiden, benötigen Sie einen Fertigungspartner, der die Lücke zwischen digitalen CAD-Konzepten und der harten Werkstattphysik schließt. Bei San Jun Hardware bearbeiten wir mehr als nur Bestellungen; wir schützen aktiv Ihren Produktionszeitplan. Von der ersten technischen Analyse und dem Rapid Prototyping bis zur Endmontage, Verpackung und globalen Logistik optimieren wir jeden Schritt des Weges.
Lassen Sie sich nicht von Design-Tollpatschigkeiten Ihren nächsten kommerziellen Launch stoppen. Kontaktieren Sie San Jun Hardware noch heute unter liameranne@gmail.com oder telefonisch unter +86 13530826471 erhalten Sie eine umfassende DFM-Prüfung und beschleunigen Ihren Weg zur Marktreife.
FAQ (häufig gestellte Fragen)
F: Wie können wir Blechverformungen bei stark perforierten Lüftungszonen genau vorhersagen und verhindern?
A: Verzug tritt weniger auf, wenn Löcher mindestens das Zweifache der Materialdicke voneinander entfernt sind. Spannungsarmglüh-Stanzbilder helfen, die Last zu verteilen. Die Wahl des richtigen Materialzustands früh in der Entwurfsphase verringert ebenfalls das Risiko.
F: Was ist die kostengünstigste Materialwahl für hohe Korrosionsbeständigkeit und strukturelle Haltbarkeit?
A: Feuerverzinkter Stahl (SGCC) und Aluminiumlegierungen bieten die beste Balance. Sie widerstehen Feuchtigkeit durch natürliche galvanische Wirkung und sparen kostspielige zusätzliche Beschichtungsschritte.
F: Warum treten bei kundenspezifischen Gehäusen häufig Ausrichtungsprobleme während der Endmontage auf?
A: Ausrichtungsprobleme lassen sich normalerweise auf Toleranz-Stack-ups zurückführen. Kleine Abweichungen vom Laserschneiden, Biegen und Schweißen summieren sich über die Teile. Diese kleinen Verschiebungen beeinflussen dann, wie sich die Oberflächen am Ende treffen.
F: Was ist die Standardtoleranz, die bei hochpräzisen CNC-Laserschneid- und Biegearbeiten erreicht werden kann?
Standardgewerbliche Fertigung erreicht bei Laserschnitten und -biegungen ±0,1 mm. Fortschrittliche Setups können engere Toleranzen von ±0,05 mm einhalten, wenn Materialstärke und Teilegeometrie dies zulassen.
Ja. Wir unterstützen eine Mindestbestellmenge von 1 Stück, es ist kein Werkzeugaufwand erforderlich. Alle kundenspezifischen Blechgehäuse können direkt nach Ihrem Entwurf gefertigt werden.
Ja, wir akzeptieren die kundenspezifische Blechbearbeitung strikt auf Grundlage Ihrer 2D/3D-Zeichnungen. Wir bieten kostenlose DFM-Prüfungen an und halten uns an Ihre genauen Material-, Toleranz- und Oberflächenanforderungen. Sowohl Prototypen als auch Massenproduktionen sind mit voller Qualitätskontrolle und Verpackung nach Exportstandard verfügbar.
Selbstverständlich. Teilen Sie uns einfach Ihre Produktgröße, Montagefunktion, Einsatzszenario und Leistungsanforderungen mit. Unser Blechbearbeitungsteam bietet Ihnen kostenlose Konstruktionsplanung, Lösungsoptimierung und DFM-Analyse.
Sie müssen keine Zeichnungen erstellen; wir übernehmen die gesamte Konstruktionsarbeit vom Entwurf bis zur Fertigungszeichnung, um Ihre F&E-Kosten und -Risiken zu minimieren. Wir überarbeiten die Zeichnungen so lange, bis sie Ihre Montageanforderungen perfekt erfüllen.
Wir bieten eine 24-Stunden-DFM-Zeichnungsprüfung und ein formelles Angebot nach Erhalt Ihrer technischen Anforderungen.
Ja. Wir bieten schnelle Muster für Prototypen nach Ihren Zeichnungen an, damit Sie Struktur und Größe vor der Großbestellung überprüfen können.
Alle unsere Produkte haben die Zertifizierungen ISO9001, EMC, LVD und RoHS erhalten.
Wir erfüllen vollständig die globalen Sicherheits- und Qualitätsstandards und liefern stabile, vertrauenswürdige Lösungen für alle Projektanwendungen.
Wir betreiben eine eigene Fabrik und bieten eine umfassende Inhouse-Fertigung aus einer Hand.
Strenge Prozesskontrolle und standardisiertes Qualitätsmanagement garantieren stabile Produktqualität und pünktliche Lieferung, was zu verlässlichen langfristigen globalen Partnerschaften führt.
Wir verarbeiten eine volle Bandbreite von Standard- und Hochleistungsblechmaterialien, einschließlich Edelstahl (304/316), Aluminium (5052/6061), kalt-/warmgewalzten Stahl, verzinkten Stahl, Messing und Kupfer. Wir können auch Spezialmaterialien nach den Anforderungen Ihres Projekts beschaffen.
Unsere Standard-Bearbeitungstoleranz beträgt ±0,1 mm beim Laserschneiden und Biegen. Bei hochpräzisen Teilen können wir je nach Materialstärke und Teilestruktur eine Toleranz von ±0,05 mm erreichen. Alle Abmessungen werden vor der Auslieferung gemäß 100% geprüft, um Ihren Anforderungen gerecht zu werden.
Ja, wir bieten umfassende Oberflächenbehandlungsdienste aus einer Hand an, darunter Pulverbeschichtung, Lackierung, Anodisierung, Sandstrahlen, Bürsten, Galvanisieren, Passivierung, Polieren und Wärmebehandlung. Wir können Farben und Effekte nach Ihren Vorgaben anpassen.
Ja, wir unterzeichnen immer eine NDA (Geheimhaltungsvereinbarung), bevor wir Zeichnungen oder Designdetails von Kunden erhalten. Wir schützen Ihr geistiges Eigentum strikt und behandeln alle Ihre Projekte vertraulich.
SanJun Hardware is a seasoned precision sheet metal manufacturer specializing in customized outdoor power distribution cabinets. We adopt carbon steel as primary raw material to fabricate robust electrical cabinets featured with IP-rated waterproof, dustproof and anti-static performance for harsh outdoor environments.
Our biggest competitive advantage: we provide free customized CAD drawing design based on your actual demands, no finished drafts required from buyers. Our in-house one-stop production solves classic industry defects including cabinet deformation, uneven spraying, poor assembly tolerance and failed sealing performance. Widely applied in power grid, energy storage, charging station and outdoor automation projects, we support OEM customization for all sizes and protection grades.
SanJun Hardware is a professional sheet metal manufacturer producing large power distribution cabinets and new energy equipment enclosures. We provide free full drawing design service per your demands, no drawings required from clients.
We solve common industry troubles including cabinet deformation, uneven coating, poor assembly precision and weak anti-corrosion performance. Adopting precision sheet metal fabrication, we customize sturdy, high-tolerance metal cabinets with uniform paint finish for power plants, substations and new energy storage projects. Multiple materials & surface treatments are available, supporting small trial orders and mass production.
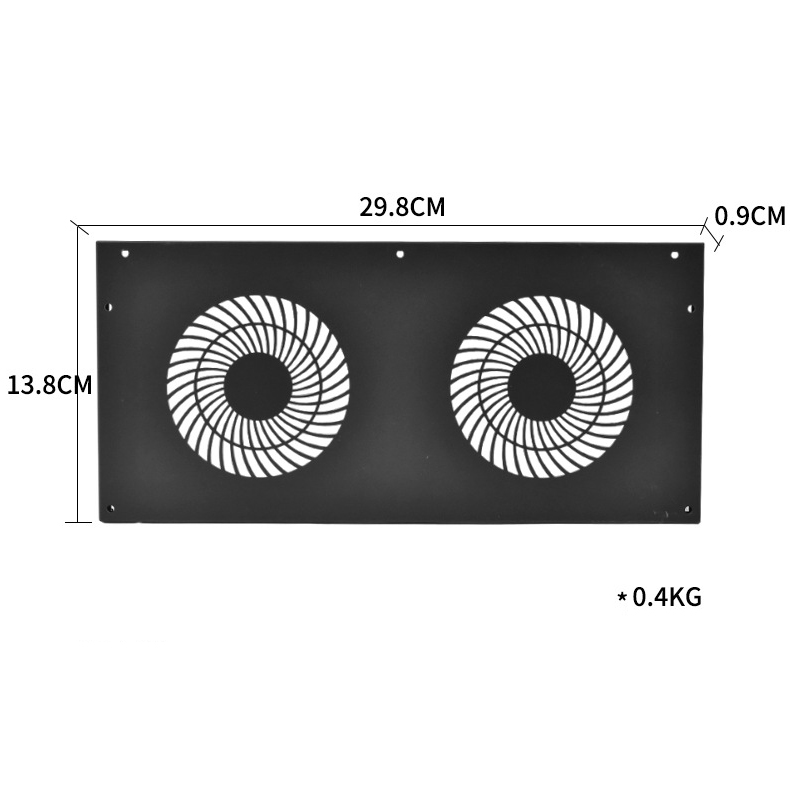
SanJun Hardware fertigt kundenspezifische, präzisionsgefertigte Abluftgehäuse aus Blech für intelligente Schaltschrank-Lüftungsmodule. Wir erstellen Ihnen kostenlos CAD-Zeichnungen nach Ihren Vorgaben – Zeichnungen Ihrerseits sind nicht erforderlich. Gängige Fertigungsfehler wie ungleichmäßiger Luftstrom, Gehäuseverformung und geringe Montagegenauigkeit beheben wir durch hauseigenes Laserschneiden, CNC-Biegen und optimierte Lüftungsgitter. Für industrielle Steuerungstechnik stehen verschiedene Metallmaterialien und korrosionsbeständige Oberflächen zur Verfügung.
SanJun Hardware ist spezialisiert auf die kundenspezifische Blechbearbeitung von Multimedia-Audio-Bedienfeldern aus 6063-Aluminium mit hochpräziser Laserperforation. Wir lösen das größte Problem unserer Kunden: Sie müssen keine Konstruktionszeichnungen mehr anfertigen. Unser hauseigenes Ingenieurteam erstellt Ihnen kostenlos CAD-Zeichnungen, die Ihren funktionalen und optischen Anforderungen entsprechen. Wir meistern komplexe, unregelmäßige Lochmuster, Verformungen von dünnem Aluminium, gratfreies Laserschneiden und Oberflächenbearbeitungsherausforderungen und liefern so hochpräzise Audio-Bedienfelder für Verstärker, Mischpulte und Multimedia-Lautsprecher.











Hinterlasse einen Kommentar