Na indústria de desenvolvimento de hardware, que avança a um ritmo acelerado, lançar um produto no mercado atempadamente é tão importante quanto o seu desempenho. No entanto, muitas equipas de engenharia de hardware deparam-se com problemas inesperados durante a fabricação. Os seus prazos são comprometidos devido a pequenos erros de layout. Quando os designs personalizados ignoram os limites das linhas de produção, as empresas acabam com reformulações dispendiosas, protótipos falhados e linhas de produção paradas.
Como um fabricante de precisão OEM/ODM de referência e completo, fundado em 2010, Hardware de San Jun transforma designs complexos em peças metálicas sólidas. Trabalhamos a partir das nossas instalações de 5.000 metros quadrados. Dispõe de centros de maquinação avançados Pradi, punçonadoras CNC AMADA EM2510 e Tailife XP1250, além de dobradeiras CNC Ausma. Fornecemos peças de infraestrutura de alta qualidade para todo o mundo. Saber onde os designs muitas vezes chocam com as necessidades da oficina ajuda a colocar o seu próximo projeto em produção de forma mais rápida e eficaz.
Subestimar a Seleção e as Restrições de Espessura dos Materiais
Escolher as especificações erradas de material ou esquecer os limites mecânicos pode atrasar um projeto antes mesmo de os lasers começarem a cortar.
Raios de Curva Estritos e a Supervisão do Fator K
Ao projetar cantos agudos sem considerar as propriedades precisas do aço laminado a frio, do aço galvanizado ou do aço inoxidável, o metal rachará ou deformar-se-á durante o processo de dobragem.
- A Física da Dobragem de Chapa: Cada liga metálica alonga-se quando moldada sob uma dobradeira; isto requer o cálculo de um fator K exato para ajustar os layouts de expansão plana.
- A Restrição de Fábrica: Tentar um raio de dobra interior apertado, menor do que a espessura do material, cria stress estrutural severo e fraturas.
- A Nossa Solução de Otimização: Através da antecipação da San Jun Hardware Design para Fabrico(DFM) serviço de revisão, os nossos especialistas em engenharia avaliam as suas maquetes 3D para fazer corresponder os raios de dobra com as ferramentas industriais disponíveis, evitando completamente o aparecimento de fissuras e retrabalhos dimensionais.
Desvios de Espessura de Material Uniforme
Uma falha de design comum é incorporar múltiplos parâmetros de espessura distintos numa única componente estrutural integrada.
- A Armadilha das Operações Secundárias: A mistura de diferentes espessuras obriga a linha de produção a executar múltiplos arranques de matérias-primas, calibrações de laser e mudanças distintas de ferramentas de dobra.
- Complicações na Soldadura: A união de perfis significativamente espessos com revestimentos ultrafinos aumenta o risco de perfuração térmica durante operações de soldadura TIG/MIG.
- A Abordagem Simplificada: A padronização de uma bitola uniforme em toda a montagem acelera o débito, permitindo que o software de aninhamento automatizado otimize a utilização das chapas e acelere a produção.
Alocação de Tolerância Inadequada e Posicionamento do Furo
Espaçamento inadequado e expectativas dimensionais irrealistas são as principais causas de interferência na montagem nas linhas de produção.
Tolerâncias Cumulativas Excessivas em Invólucros com Múltiplas Dobras
Engenheiros aplicam frequentemente tolerâncias de fabrico genéricas e apertadas de ±0,05 mm a todas as dimensões de um grande invólucro, o que aumenta desnecessariamente os custos de produção e os prazos de entrega.
- Empilhamento de Tolêrâncias: Em projetos complexos como uma Caixa para Equipamento de Exibição Industrial, cada dobra introduz pequenas variações que se acumulam, levando a pontos de montagem desalinhados.
- Estudo de caso: Um cliente multinacional do setor da eletrónica comercial enfrentou um atraso de duas semanas porque os orifícios de montagem sofreram um desvio de 1,2 mm devido à acumulação de tolerâncias num chassis com vários ângulos. A San Jun Hardware resolveu este problema através da implementação das nossas rebitadoras automatizadas avançadas e de um sistema de montagem com referência mestre, mantendo os recortes posicionais com uma tolerância exata de ±0,1 mm e uma taxa de aprovação de montagem de 100%.
- Engenharia Económica: Concentre tolerâncias apertadas apenas nas interfaces de acoplamento críticas, permitindo folgas comerciais realistas nos painéis cosméticos exteriores.

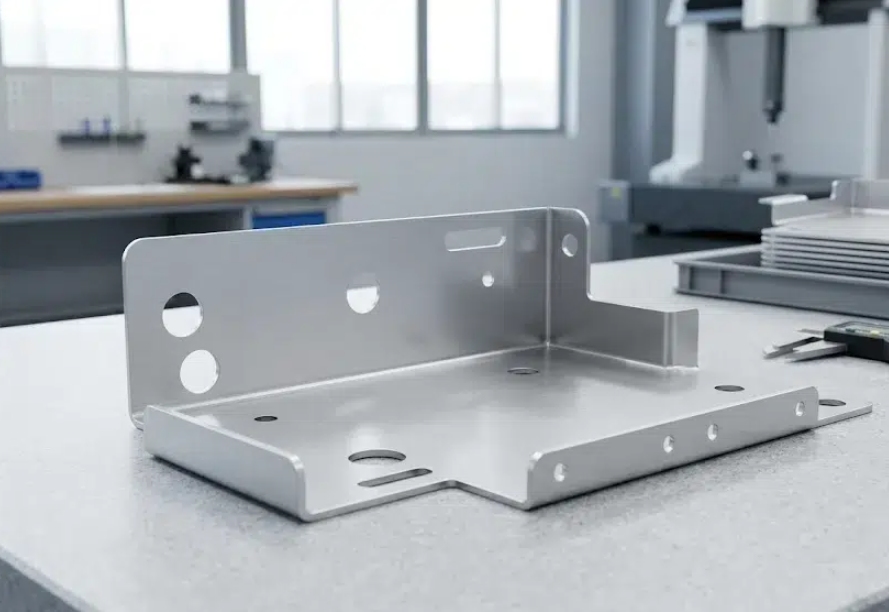
Colocar furos demasiado perto das linhas de dobra
O posicionamento de recortes, ranhuras ou orifícios de ventilação mesmo ao lado de uma linha de dobra resulta numa distorção severa quando a dobra é feita na prensa.
- O Efeito de Estiramento do Material: À medida que o metal é pressionado na matriz, qualquer orifício próximo irá esticar-se para um oval alongado e inútil.
- Falhas de Hardware: Furos distorcidos tornam impossível assentar corretamente pinos de pressão, rebites ou inserções roscadas.
- Regra da Distância Segura: Posicione sempre as bordas dos furos a uma distância mínima de três vezes a espessura do material (3T) da linha da tangente da dobra para garantir a integridade estrutural completa.
Ignorando os Requisitos de Proteção Ambiental e de Gestão Térmica da Caixa
Para infraestruturas industriais implementadas em ambientes exteriores rudes, erros de conceção estrutural podem levar à falha dos componentes.
Má conceção de juntas em caixas exteriores
Ao desenvolver infraestruturas como uma Caixa de posto de carregamento DC, negligenciar a construção de canais estruturais adequados para as juntas de vedação compromete a proteção contra intempéries.
- Falhas de Entrada: Superfícies de acoplamento metálicas planas sem lábios de compressão integrados não conseguem evitar fugas de água e poeira, falhando nos testes de conformidade IP65 ou IP66.
- Complicações de Acabamento: Sem contabilizar a espessura dos revestimentos industriais finais em pó ou das camadas de marca em serigrafia, as juntas de porta apertadas podem prender ou não fechar corretamente.
- A Prova da Nossa Integração: Na San Jun Hardware, fabricamos flanges de retorno estruturais dedicadas e fornecemos gaxetas ambientais pré-instaladas e de alta durabilidade juntamente com a fabricação de metal bruta para garantir a segurança exterior.
Ventilação inadequada para sistemas de alta potência
Sistemas industriais pesados, como uma grande escala Gabinete de Armazenamento de Energia (BESS), gera calor interno significativo que deve ser gerido através de uma geometria de caixa inteligente.
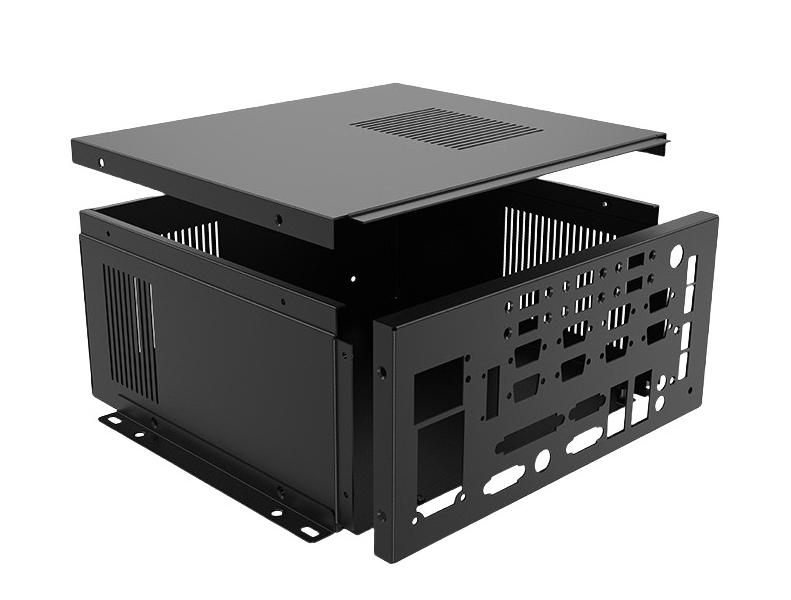
- O Gargalo de Arrefecimento: Caminhos de ar restritivos ou grelhas de ventilação subdimensionadas causam rápida acumulação de calor, desencadeando desativações térmicas em módulos sensíveis de baterias de lítio.
- Enfraquecimento Estrutural: A perfuração de matrizes massivas e densas de orifícios de ventilação pode deformar painéis finos durante operações de perfuração CNC de alta velocidade.
- Solução de Fabrico Avançado: Resolvemos este desafio utilizando persianas automatizadas de precisão e matrizes de arrefecimento em favo de mel guiadas por CNC que maximizam o fluxo de ar, mantendo a proteção estrutural rígida necessária para ambientes de controlo industrial.
Conclusão
Evitar estes erros comuns no trabalho de chapa metálica exige um parceiro de fabrico que preencha a lacuna entre os conceitos digitais de CAD e a dura física da oficina. Na San Jun Hardware, fazemos mais do que apenas processar encomendas; protegemos ativamente o seu cronograma de produção. Desde a análise de engenharia inicial e prototipagem rápida até à montagem final, embalagem e logística global, otimizamos cada passo da jornada.
Não deixe que falhas de design atrasem o seu próximo lançamento comercial. Contacte a San Jun Hardware hoje no email liameranne@gmail.com ou ligue para +86 13530826471 para garantir uma análise DFM completa e acelerar o seu caminho para o mercado.
FAQ
Q: Como podemos prever e prevenir com precisão a distorção da chapa metálica em torno de zonas de ventilação fortemente perfuradas?
A: A distorção é menos percetível quando os furos se mantêm a uma distância de, pelo menos, duas vezes a espessura do material. Padrões de punção de alívio de tensões ajudam a distribuir a carga. A escolha do temperamento correto do material no início da fase de design também reduz o risco.
P: Qual é a escolha de material mais económica para alta resistência à corrosão e durabilidade estrutural?
A: O aço galvanizado a quente (SGCC) e as ligas de alumínio oferecem o melhor equilíbrio. Resistem à humidade através de ação galvânica natural e dispensam a necessidade de etapas de galvanização extra dispendiosas.
R: Por que é que os invólucros personalizados costumam apresentar problemas de alinhamento durante a montagem final?
A: Os problemas de alinhamento geralmente remontam à acumulação de tolerâncias. Variações pequenas resultantes do corte a laser, do(-a) dobragem e da soldadura acumulam-se nas peças. Estes pequenos desvios afetam depois a forma como as superfícies se encontram no final.
Qual é a tolerância de fabrico padrão atingível para operações de corte e dobragem CNC a laser de alta precisão?
A: A fabricação comercial standard atinge ±0.1mm em cortes a laser e dobras. Configurações avançadas podem manter tolerâncias mais apertadas de ±0.05mm quando a espessura do material e a geometria da peça o permitem.










Deixe um comentário