Common Sheet Metal Design Mistakes: Stop Production Delays
Common Sheet Metal Design Mistakes: Stop Production Delays
In the fast-paced hardware development industry, getting a product to market on time matters as much as how well it performs. Yet many hardware engineering teams hit unexpected issues during manufacturing. Their timelines slip because of small layout mistakes. When custom designs ignore the limits of factory floors, companies end up with costly re-work, failed prototypes, and lines that sit idle.
As a top one-stop OEM/ODM precision manufacturer founded in 2010, San Jun Hardware turns complex designs into solid metal parts. We work from our 5,000-square-meter facility. It has advanced Pradi machining centers, AMADA EM2510 and Tailife XP1250 CNC punch presses, plus Ausma CNC press brakes. We supply high-quality infrastructure parts around the world. Knowing where designs often clash with shop-floor needs helps you get your next project into production faster and more smoothly.
Misjudging Material Selection and Thickness Constraints
Choosing the wrong material specifications or forgetting mechanical limits can stall a project before the lasers even start cutting.
Tight Bend Radii and the K-Factor Oversight
When designing sharp corners without considering the precise properties of cold-rolled steel, galvanized steel, or stainless steel, the metal will crack or deform during the bending process.
The Physics of Sheet Bending: Every metal alloy elongates when shaped under a press brake; this requires calculating an exact K-factor to adjust the flat expansion layouts.
The Factory Constraint: Attempting a tight inside bend radius smaller than the material’s thickness creates severe structural stress and fractures.
Our Optimization Solution: Through San Jun Hardware’s upfront Design for Manufacturing(DFM) review service, our engineering specialists evaluate your 3D models to match bend radii with available industrial tooling, completely avoiding cracking and dimensional rework.
Uniform Material Thickness Deviations
A common design flaw is incorporating multiple distinct thickness parameters within a single, integrated structural component.
The Secondary Operations Trap: Mixing different thicknesses forces the manufacturing floor to execute multiple raw material setups, laser calibrations, and distinct bend tooling changes.
Welding Complications: Joining significantly thick framing to ultra-thin skins increases the risk of thermal burn-through during TIG/MIG welding operations.
The Streamlined Approach: Standardizing on a uniform gauge across the assembly accelerates throughput, allowing automated nesting software to optimize sheet usage and speed up production.
Inaccurate Tolerance Allocation and Hole Placement
Improper spacing and unrealistic dimensional expectations are leading causes of assembly interference on production lines.
Excessive Cumulative Tolerances in Multi-Bend Enclosures
Engineers often apply generic, tight machining tolerances ±0.05mm to every single dimension across a vast enclosure, which increases production costs and lead times unnecessarily.
Tolerance Stack-Up: In complex projects like an Industrial Display Equipment Enclosure, every single bend introduces minor variations that accumulate, leading to misaligned mounting points.
Case Study: A multinational commercial electronics client faced a two-week delay because their mounting holes drifted by 1.2mm due to tolerance stack-up across a multi-angled chassis. San Jun Hardware resolved this by deploying our advanced automated riveters and implementing a master-datum assembly system, keeping positional cutouts to an exact ±0.1mm tolerance with a 100% assembly pass rate.
Cost-Efficient Engineering: Focus tight tolerances only on critical mating interfaces, allowing for realistic commercial allowances on exterior cosmetic panels.
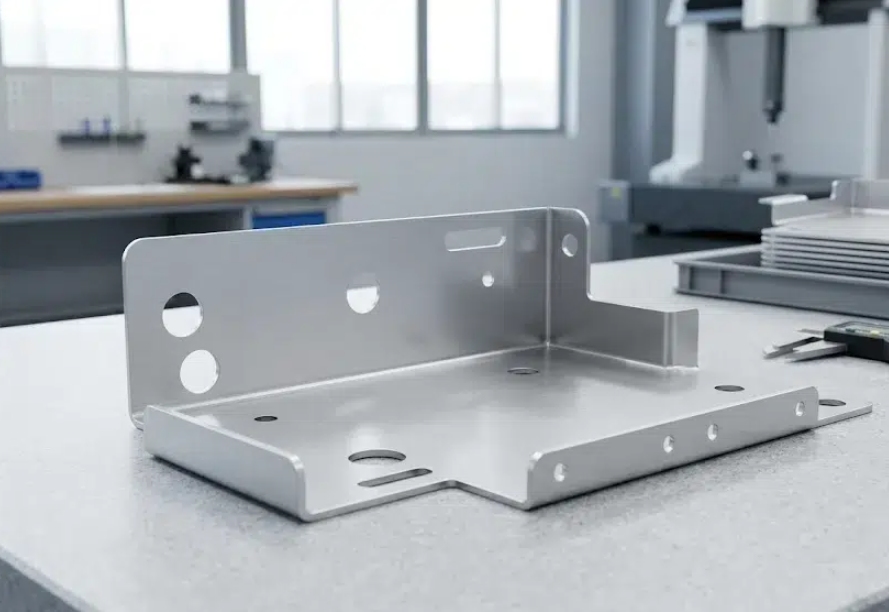
Placing Holes Too Close to Bend Lines
Positioning cutouts, slots, or ventilation holes right next to a bend line leads to severe distortion when the press brake engages.
The Material Stretching Effect: As the metal is pressed into the die, any nearby hole will stretch into an elongated, useless oval.
Hardware Hardware Failures: Distorted holes make it impossible to correctly seat pem-studs, rivets, or threaded inserts.
The Safe Distance Rule: Always position the edges of holes at a minimum distance of three times the material thickness (3T) away from the bend tangent line to ensure complete structural integrity.
Ignoring Environmental Protection and Thermal Management Housing Requirements
For industrial infrastructure deployed in rugged outdoor environments, structural design errors can lead to component failure.
Poor Gasket Design in Outdoor Enclosures
When developing infrastructure like a DC Charging Pile Enclosure, neglecting to build proper structural channels for sealing gaskets compromises weather protection.
Ingress Failures: Flat metal mating surfaces without integrated compression lips fail to prevent water and dust leakage, failing IP65 or IP66 compliance tests.
Finishing Complications: Without accounting for the thickness of final industrial powder coatings or silkscreen branding layers, tight door seals can bind or fail to latch properly.
Our Integration Proofing: At San Jun Hardware, we fabricate dedicated structural return flanges and supply pre-installed, high-durability environmental gaskets alongside the raw metal fabrication to guarantee outdoor safety.
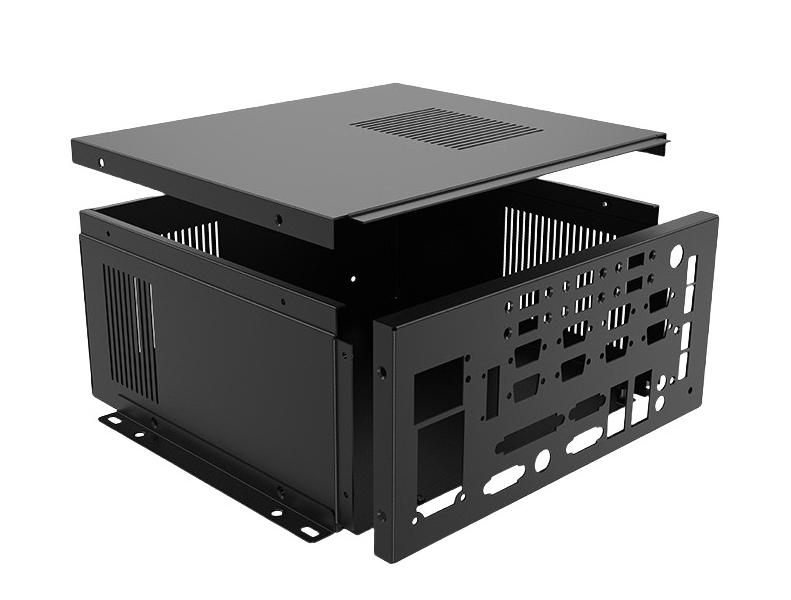
Inadequate Ventilation for High-Power Systems
Heavy industrial systems, such as a large-scale Energy Storage Cabinet (BESS), generate significant internal heat that must be managed through smart enclosure geometry.
The Cooling Bottleneck: Restrictive air paths or undersized louvers cause rapid heat buildup, triggering thermal shutdowns in sensitive lithium-battery modules.
Structural Weakening: Punching massive, dense matrices of ventilation holes can warp thin panels during high-speed CNC punching operations.
Advanced Manufacturing Remedy: We solve this challenge by using precision automated louvers and CNC-guided honeycomb cooling arrays that maximize airflow while retaining the rigid structural protection required for industrial control environments.
Conclusion
Avoiding these common sheet metal mistakes requires a manufacturing partner who bridges the gap between digital CAD concepts and hard workshop physics. At San Jun Hardware, we do more than just process orders; we actively protect your production schedule. From initial engineering analysis and rapid prototyping to final assembly, packaging, and global logistics, we optimize every step of the journey.
Don’t let design oversights stall your next commercial launch. Contact the San Jun Hardware today at liameranne@gmail.com or call +86 13530826471 to secure a comprehensive DFM review and accelerate your path to market.
FAQ
Q: How can we accurately predict and prevent sheet metal distortion around heavily perforated ventilation zones?
A: Distortion shows up less when holes stay at least two times the material thickness apart. Stress-relieving punch patterns help spread the load. Choosing the right material temper early in the design stage also cuts the risk.
Q: What is the most cost-effective material choice for high corrosion resistance and structural durability?
A: Hot-dip galvanized steel (SGCC) and aluminum alloys give the best balance. They resist moisture through natural galvanic action and skip the need for costly extra plating steps.
Q: Why do custom enclosures often experience alignment issues during final assembly?
A: Alignment problems usually trace back to tolerance stack-up. Small variations from laser cutting, bending, and welding build up across parts. These small shifts then affect how surfaces meet at the end.
Q: What is the standard manufacturing tolerance achievable for high-precision CNC laser cutting and bending operations?
A: Standard commercial fabrication reaches ±0.1mm on laser cuts and bends. Advanced setups can hold tighter tolerances of ±0.05mm when material thickness and part geometry allow it.
Yes. We support 1PC MOQ, no mold tooling required. All custom sheet metal enclosures can be produced directly per your design.
Yes, we accept custom sheet metal fabrication strictly based on your 2D/3D drawings. We provide free DFM checking, follow your exact material, tolerance and finishing requirements. Both prototype and mass production are available with full quality control and export standard packaging.
Absolutely. Send us your product size, assembly function, usage scenario and performance demands. Our sheet metal team offers free structural design, solution tuning and DFM analysis.
You don’t need to prepare drawings; we finish all design work from sketch to production drawing to save your R&D cost and risks. We revise drawings repeatedly to meet your assembly needs perfectly.
We provide 24H DFM drawing review and formal quote after receiving your technical requirements.
Yes. We offer fast prototype sampling according to your drawings, helping you verify structure and size before bulk order.
All our products have obtained ISO9001, EMC, LVD and RoHS certifications.
We fully comply with global safety and quality standards, delivering stable, trustworthy solutions for all project applications.
We operate our own factory and provide one-stop full in-house production.
Strict process control and standardized quality management guarantee stable product quality and punctual delivery, building reliable long-term global partnerships.
We process a full range of standard and high-performance sheet metal materials, including stainless steel (304/316), aluminum (5052/6061), cold/hot rolled steel, galvanized steel, brass and copper. We can also source special materials according to your project requirements.
Our standard machining tolerance is ±0.1mm for laser cutting and bending. For high-precision parts, we can reach ±0.05mm based on material thickness and part structure. All dimensions are 100% inspected before delivery to meet your requirements.
Yes, we provide one-stop full surface treatment services, including powder coating, painting, anodizing, sandblasting, brushing, electroplating, passivation, polishing and heat treatment. We can customize colors and effects according to your design.
Yes, we always sign NDA (Non-Disclosure Agreement) before receiving any drawings or design details from customers. We strictly protect your intellectual property and keep all your projects confidential.
SanJun Hardware is a seasoned precision sheet metal manufacturer specializing in customized outdoor power distribution cabinets. We adopt carbon steel as primary raw material to fabricate robust electrical cabinets featured with IP-rated waterproof, dustproof and anti-static performance for harsh outdoor environments.
Our biggest competitive advantage: we provide free customized CAD drawing design based on your actual demands, no finished drafts required from buyers. Our in-house one-stop production solves classic industry defects including cabinet deformation, uneven spraying, poor assembly tolerance and failed sealing performance. Widely applied in power grid, energy storage, charging station and outdoor automation projects, we support OEM customization for all sizes and protection grades.
SanJun Hardware is a professional sheet metal manufacturer producing large power distribution cabinets and new energy equipment enclosures. We provide free full drawing design service per your demands, no drawings required from clients.
We solve common industry troubles including cabinet deformation, uneven coating, poor assembly precision and weak anti-corrosion performance. Adopting precision sheet metal fabrication, we customize sturdy, high-tolerance metal cabinets with uniform paint finish for power plants, substations and new energy storage projects. Multiple materials & surface treatments are available, supporting small trial orders and mass production.
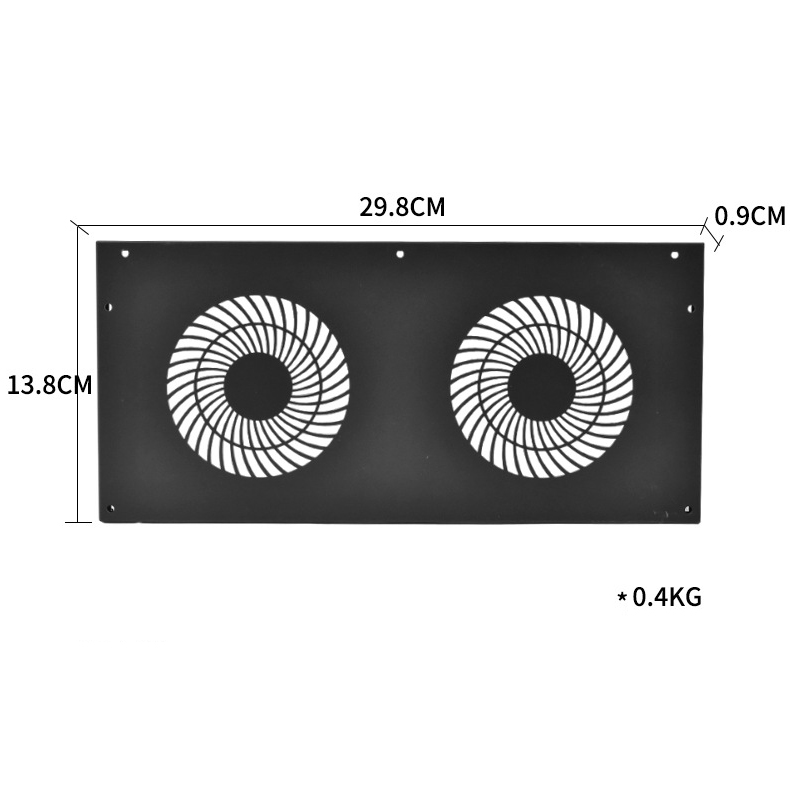
SanJun Hardware manufactures custom precision ventilation exhaust sheet metal housings for smart cabinet vent modules. We provide fully free CAD drawing design based on your requirements, no drawings needed from clients. We fix common manufacturing defects like uneven airflow, shell deformation and low assembly precision via in-house laser cutting, CNC bending and optimized louver ventilation design. Multiple metal materials and anti-corrosion surface finishes are available for industrial control equipment.
SanJun Hardware specializes in custom sheet metal fabrication of 6063 aluminum multimedia audio control panels with ultra-precise laser perforation. We solve clients’ biggest pain point: no need for you to prepare design drawings at all. Our in-house engineering team provides fully free CAD drawing design according to your functional & appearance demands. We overcome complex irregular hole layout, thin aluminum deformation, burr-free laser cutting and surface finishing difficulties, delivering high-tolerance audio panel hardware for amplifiers, mixers and multimedia speakers.











Leave a comments