En la vertiginosa industria del desarrollo de hardware, lanzar un producto al mercado a tiempo es tan importante como su rendimiento. Sin embargo, muchos equipos de ingeniería de hardware se topan con problemas inesperados durante la fabricación. Sus plazos se retrasan debido a pequeños errores de diseño. Cuando los diseños personalizados ignoran los límites de las líneas de producción, las empresas terminan con costosos retrabajos, prototipos fallidos y líneas de producción inactivas.
Como fabricante de precisión OEM/ODM integral de primer nivel fundado en 2010, Hardware de San Jun transforma diseños complejos en piezas metálicas sólidas. Trabajamos desde nuestras instalaciones de 5,000 metros cuadrados. Cuenta con centros de mecanizado Pradi avanzados, punzonadoras CNC AMADA EM2510 y Tailife XP1250, además de plegadoras CNC Ausma. Suministramos piezas de infraestructura de alta calidad en todo el mundo. Saber dónde los diseños a menudo chocan con las necesidades de planta le ayuda a llevar su próximo proyecto a producción más rápido y sin problemas.
Errores de juicio en la selección de materiales y en las restricciones de espesor
Elegir las especificaciones de material incorrectas u olvidar los límites mecánicos puede detener un proyecto antes de que los láseres comiencen a cortar.
Radios de curvatura reducidos y la supervisión del factor K
Al diseñar esquinas agudas sin considerar las propiedades precisas del acero laminado en frío, el acero galvanizado o el acero inoxidable, el metal se agrietará o deformará durante el proceso de doblado.
- La física del doblado de chapa: Cada aleación metálica se alarga al ser conformada bajo una plegadora; esto requiere calcular un factor K exacto para ajustar los planos de expansión en plano.
- La Restricción de Fábrica: Intentar un radio de curvatura interior estrecho menor que el grosor del material crea un estrés estructural severo y fracturas.
- Nuestra Solución de Optimización: A través del frontal de San Jun Hardware Diseño para la Fabricaciónservicios de revisión DFM, nuestros especialistas en ingeniería evalúan tus modelos 3D para que los radios de doblado coincidan con las herramientas industriales disponibles, evitando por completo el agrietamiento y el retrabajo dimensional.
Desviaciones de Espesor Uniforme del Material
Un defecto de diseño común es la incorporación de múltiples parámetros de espesor distintos dentro de un único componente estructural integrado.
- La trampa de las operaciones secundarias: mezclar diferentes espesores obliga al piso de producción a ejecutar múltiples configuraciones de materia prima, calibraciones de láseres y cambios de herramientas de doblado distintos.
- Complicaciones de soldadura: Unir armazones significativamente gruesos a recubrimientos ultrafinos aumenta el riesgo de quemaduras térmicas durante las operaciones de soldadura TIG/MIG.
- El Enfoque Simplificado: La estandarización en un calibre uniforme en todo el ensamblaje acelera el rendimiento. Esto permite que el software de anidamiento automatizado optimice el uso de la plancha y agilice la producción.
Asignación de Tolerancia Inexacta y Ubicación de Agujeros
El espaciado inadecuado y las expectativas de dimensiones poco realistas son las causas principales de interferencias en el ensamblaje en las líneas de producción.
Tolerancias acumuladas excesivas en recintos multibrazo
Con frecuencia, los ingenieros aplican tolerancias de mecanizado genéricas y ajustadas de ±0.05 mm a cada dimensión de una gran carcasa, lo que aumenta innecesariamente los costos de producción y los tiempos de entrega.
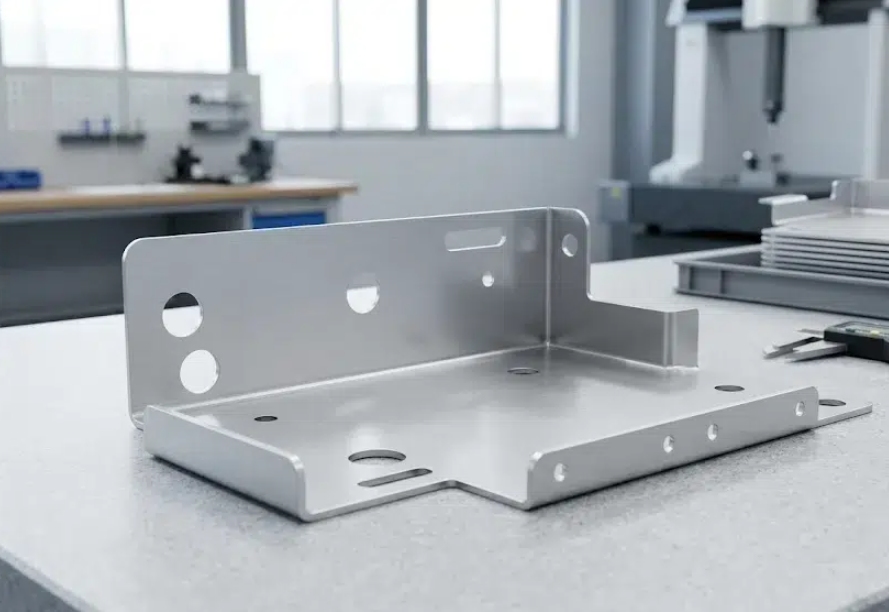
- Apilamiento de tolerancias: En proyectos complejos como una carcasa de equipo de visualización industrial, cada pliegue individual introduce variaciones menores que se acumulan, lo que provoca desalineaciones en los puntos de montaje.
- Caso práctico: Un cliente multinacional del sector de la electrónica comercial se enfrentó a un retraso de dos semanas porque los orificios de montaje se desviaron 1,2 mm debido a la acumulación de tolerancias en un chasis con múltiples ángulos. San Jun Hardware resolvió este problema utilizando nuestras remachadoras automáticas avanzadas e implementando un sistema de montaje con referencia maestra, lo que permitió mantener los recortes posicionales con una tolerancia exacta de ±0,1 mm y una tasa de aprobación del montaje del 100%.
- Ingeniería Eficiente en Costos: Enfoca tolerancias estrictas solo en las interfaces de acoplamiento críticas, permitiendo tolerancias comerciales realistas en los paneles estéticos exteriores.

Colocar agujeros demasiado cerca de las líneas de doblado
Posicionar recortes, ranuras o agujeros de ventilación justo al lado de una línea de doblado provoca una distorsión severa cuando el freno de prensa se acciona.
- El efecto de estiramiento del material: A medida que el metal se presiona en la matriz, cualquier agujero cercano se estirará hasta convertirse en un óvalo alargado e inútil.
- Fallos de hardware: los agujeros distorsionados hacen imposible asentar correctamente pernos, remaches o insertos roscados.
- La Regla de Distancia Segura: Siempre posicione los bordes de los agujeros a una distancia mínima de tres veces el espesor del material (3T) de la línea de la tangente de la doblez para garantizar la integridad estructural completa.
Ignorando los requisitos de protección ambiental y gestión térmica de la carcasa
Para la infraestructura industrial desplegada en entornos exteriores hostiles, los errores de diseño estructural pueden provocar fallos en los componentes.
Mal diseño de juntas en gabinetes exteriores
Al desarrollar infraestructura como un Carcasa para poste de carga de CC, Descuidar la construcción de canales estructurales adecuados para sellar juntas compromete la protección contra la intemperie.
- Fallos de entrada: Las superficies planas de metal de emparejamiento sin labios de compresión integrados no evitan la fuga de agua y polvo, fallando las pruebas de cumplimiento IP65 o IP66.
- Complicaciones al finalizar: Sin tener en cuenta el grosor de los recubrimientos industriales finales en polvo o las capas de serigrafía de marca, los sellos ajustados de las puertas pueden atascarse o no cerrarse correctamente.
- Nuestra Prueba de Integración: En San Jun Hardware, fabricamos bridas de retorno estructural dedicadas y suministramos juntas ambientales preinstaladas de alta durabilidad junto con la fabricación de metales en bruto para garantizar la seguridad en exteriores.
Ventilación inadecuada para sistemas de alta potencia
Sistemas industriales pesados, como un gran Gabinete de Almacenamiento de Energía (BESS), genera calor interno importante que debe ser gestionado mediante una geometría de cerramiento inteligente.
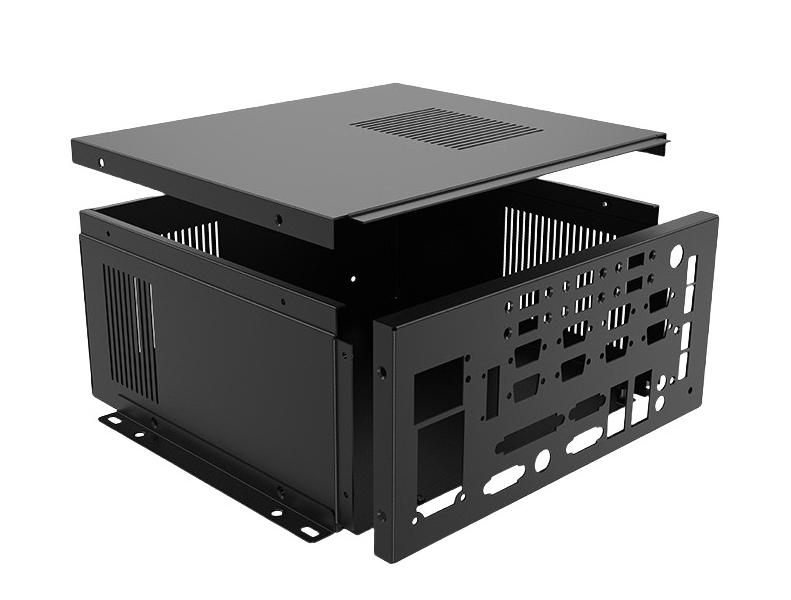
- El cuello de botella de refrigeración: las rutas de aire restrictivas o las rejillas de ventilación subdimensionadas provocan una rápida acumulación de calor, lo que activa paradas térmicas en los módulos sensibles de baterías de litio.
- Debilitamiento estructural: Punzonar matrices masivas y densas de orificios de ventilación puede deformar paneles delgados durante las operaciones de punzonado CNC de alta velocidad.
- Solución de Fabricación Avanzada: Resolvemos este desafío utilizando persianas automatizadas de precisión y matrices de enfriamiento tipo panal guiadas por CNC que maximizan el flujo de aire mientras retienen la protección estructural rígida requerida para entornos de control industrial.
Conclusión
Evitar estos errores comunes en la fabricación de chapa metálica requiere un socio de fabricación que cierre la brecha entre los conceptos CAD digitales y la física de taller. En San Jun Hardware, hacemos más que procesar pedidos; protegemos activamente su programa de producción. Desde el análisis de ingeniería inicial y la creación rápida de prototipos hasta el ensamblaje final, el empaquetado y la logística global, optimizamos cada paso del proceso.
No dejes que los descuidos de diseño detengan tu próximo lanzamiento comercial. Contacte a San Jun Hardware hoy en liameranne@gmail.com o llame al +86 13530826471 para asegurar una revisión integral de DFM y acelerar su camino hacia el mercado.
Preguntas frecuentes
P: ¿Cómo podemos predecir y prevenir con precisión la distorsión de la chapa metálica alrededor de zonas de ventilación fuertemente perforadas?
A: La distorsión aparece menos cuando los agujeros están separados al menos dos veces el espesor del material. Los patrones de punzonado de alivio de tensiones ayudan a distribuir la carga. Elegir el temple del material adecuado en una fase temprana del diseño también reduce el riesgo.
¿Cuál es la opción de material más rentable para alta resistencia a la corrosión y durabilidad estructural?
El acero galvanizado en caliente (SGCC) y las aleaciones de aluminio ofrecen el mejor equilibrio. Resisten la humedad mediante acción galvánica natural y evitan la necesidad de costosos pasos de recubrimiento adicionales.
P: ¿Por qué las carcasas personalizadas a menudo experimentan problemas de alineación durante el ensamblaje final?
Los problemas de alineación suelen tener su origen en el apilamiento de tolerancias. Pequeñas variaciones del corte por láser, plegado y soldadura se acumulan en las piezas. Estos pequeños desplazamientos afectan luego a cómo se unen las superficies al final.
Q: ¿Cuál es la tolerancia de fabricación estándar que se puede lograr para operaciones de corte y doblado de alta precisión con CNC láser?
A: La fabricación comercial estándar alcanza ±0.1 mm en cortes y pliegues láser. Configuraciones avanzadas pueden mantener tolerancias más estrictas de ±0.05 mm cuando el espesor del material y la geometría de la pieza lo permiten.











Deja un comentario